Как создаются файлы?
Содержание
| Основной принцип изготовления напильников состоит в том, чтобы нарезать зубья на металлическую полосу, чтобы получить грубый инструмент, который может стирать материал с более мягкой поверхности. |
 | Хотя файлы производились вручную в течение сотен лет, теперь их также можно массово производить с помощью машин. Любой процесс следует описанному ниже методу. |
Создание заготовки | |
 | Первым шагом в процессе изготовления напильника является создание полоски металла, которая примерно соответствует форме и размеру готового напильника. Это называется «пустой». |
 | Для достижения этого результата сталь можно выковать, расплавить и залить в форму для затвердевания или сжать между двумя тяжелыми валками, а затем обрезать до нужной формы. |
Отжиг файла | |
 | Отжиг — это процесс, при котором сталь размягчается, чтобы с ней было легче работать. |
 | Заготовку напильника нагревают до тех пор, пока она не станет темно-красной, а затем оставляют остывать при комнатной температуре. |
 | Поскольку нагрев металлической заготовки может привести к ее деформации, после остывания ее шлифуют или напиливают до нужной формы. |
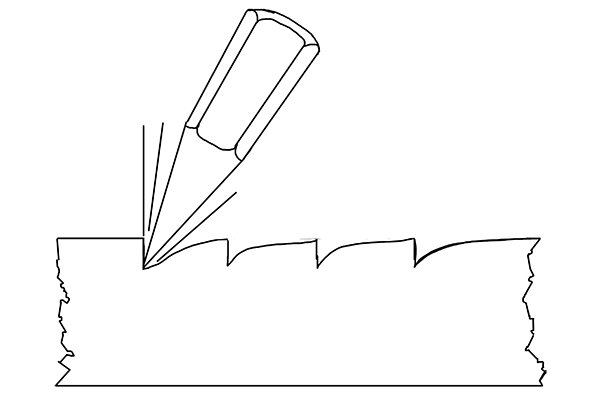
Нарезание зубов напильником | |
 | На этом этапе с помощью долота в файл через равные промежутки врезаются зубья. |
 | Угол зубьев обычно составляет около 40-55 градусов по отношению к поверхности файла, в зависимости от типа рисунка, который вырезается на файле. Этот угол называется «передним углом» файла. Для получения дополнительной информации см. Что такое разрез файла? |
 | Если угол зубьев слишком узкий, они, скорее всего, застрянут в поверхности заготовки. Если угол слишком большой, они с большей вероятностью сломаются и оторвутся от тела напильника. |
 | Некоторые напильники могут быть изготовлены с отрицательным передним углом, что означает, что зубья на самом деле направлены в сторону от заготовки, а не к ней. В этом случае зубья не срезают материал, а царапают его по поверхности, счищая любые выпуклости неправильной формы (выпуклости) и вдавливая отрезанный материал в любые крошечные вмятины (низины). |
 | Эти напильники обычно нарезаются с мелкими зубьями и используются для получения очень гладкой поверхности. |
 | Нарезание рашпиляЗубья рашпиля изготавливаются с помощью треугольного пуансона, который прорезает каждый зуб отдельно. Для получения дополнительной информации о рашпилях см.: Что такое рашпиль? |
Закалка файла | |
 | После того, как зубья прорезаны, напильник необходимо закалить или закалить, чтобы он мог прорезать другие материалы без повреждений. |
 | Файл снова нагревается. |
 | Как только он достигает желаемой температуры, его погружают в большую ванну с рассолом и быстро охлаждают. |
 | Подобное быстрое охлаждение приводит к тому, что зерно в молекулярной структуре стали становится мельче, что делает ее более твердой и придает ей большую прочность на растяжение. |
 | Этот процесс повторяется несколько раз, чтобы убедиться, что сталь достаточно твердая, чтобы ее можно было использовать в качестве абразива. |
Смягчение запаха | |
 | Одним из побочных эффектов процесса отпуска является то, что он может сделать сталь хрупкой, что повышает вероятность ее среза или поломки при падении. |
 | Поскольку хвостовик напильника тоньше, чем остальная часть корпуса, это потенциально слабое место. |
 | Таким образом, после завершения остальной части термообработки хвостовик снова нагревают и дают ему остыть при комнатной температуре. Это снова смягчает хвостовик, делая его менее хрупким и более устойчивым к повреждениям. |
 | Файлы, прошедшие эту часть процесса, иногда называют «переменной термообработкой». |

