Как производятся ручные дрели и скобы?
Содержание [-]
| Для изготовления различных частей ручной дрели и скобы используются различные методы производства. Для изготовления рамы и ведущего колеса используется литье той или иной формы, а деревянные ручки изготавливаются на токарном или фрезерном станке. | |
Ручные дрели | |
| Ведущие колесаВедущие колеса ручной дрели изготовлены методом литья. Стальные ведущие колеса потребуют дополнительной обработки зубьев ведущего колеса для достижения требуемой точности после процесса литья, тогда как ведущие колеса из алюминиевого сплава могут быть изготовлены с использованием более точного литья под давлением, поэтому зубья часто не требуют дополнительной обработки. |
 | Что такое литье под давлением?Литье под давлением — это производственный процесс, в котором используется форма, которую можно использовать повторно, обычно она изготавливается из стали. |
 | Детали, используемые в процессе литья под давлением:
|
 | Расплавленный металл из камеры вдавливается в полость литейной формы между двумя половинками пресс-формы под высоким давлением плунжера. Это давление сохраняется, пока металл затвердевает. |
 | Как только расплавленный металл затвердевает, подвижная половина матрицы отделяется от неподвижной половины матрицы, и штифты выталкивателя высвобождают готовую деталь из формы. |
 | Станина механизмаМетод изготовления рамок для ручных сверл зависит от материала, из которого сделана рама. Алюминиевые рамы отливаются под давлением так же, как алюминиевые ведущие колеса, тогда как стальные или железные рамы должны быть отлиты в песчаные формы, а затем подвергнуты дополнительной механической обработке. |
 | Что такое литье в песчаные формы и для чего оно используется?Литье в песчаные формы — это процесс литья, в котором используется форма из песка. В отличие от многих других процессов литья, литье в песчаные формы может использоваться с металлами с очень высокой температурой плавления, такими как сталь. |
 | Частями формы для литья в песчаные формы являются:
|
 | Расплавленный металл заливают в разливочный стакан формы. Отсюда он спускается по литнику, по желобу и заполняет полость пресс-формы и стояк. Сердечник иногда используется для формирования внутренних форм внутри отливки. |
 | После заполнения расплавленным металлом отливку оставляют затвердевать и охлаждаться. Когда расплавленный металл затвердевает, его объем уменьшается. Подъемник используется для поддержания точности литья, поскольку металл в полости формы сжимается, он пополняется расплавленным металлом в стояке, обеспечивая постоянное заполнение полости формы. |
 | После того, как металл остынет, две половины формы (корпус и волочение) разделяются, и песок отделяется от металлической части внутри. |
 | Литье в песчаные формы не так точно, как литье под давлением, поэтому отлитая деталь потребует дополнительной обработки для получения гладкой поверхности или добавления резьбы для ручек или других деталей, на которые можно навинтить. |
Ручки и головы | |
 | Пластиковые и TPR (резиновые) ручкиПластиковые и резиновые ручки и головки ручных дрелей и скоб изготавливаются методом литья под давлением. Литье под давлением похоже на литье под давлением, но отличается тем, как материал нагревается и впрыскивается в половинки формы. |
 | Части литьевой машины:
|
 | Загрузочная воронка заполнена шариками из пластиковой смолы, которые входят в ствол и продвигаются вперед поршневым шнеком. По мере того, как пластиковая смола продвигается вперед, трение между шариками смолы и стволом начинает плавить пластик. Этому способствуют нагреватели, окружающие ствол. |
 | Температура расплавленного пластика внутри бочки может варьироваться от 160°C до 320°C. |
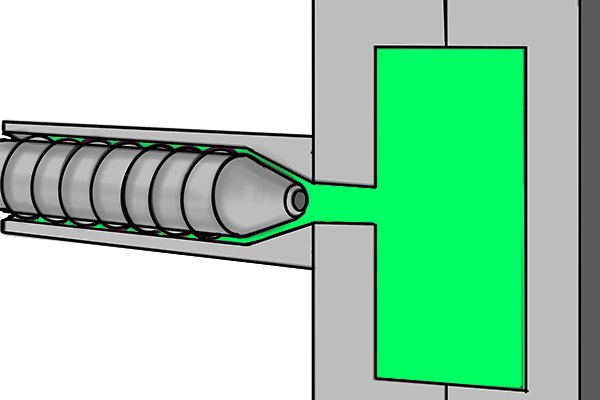 | Как только перед возвратно-поступательным шнеком образовалось достаточное количество расплавленного пластика, винт толкается вперед, закрывая обратный клапан и выталкивая расплавленный пластик через сопло в форму. |
 | Затем расплавленный пластик затвердевает внутри формы. Затем подвижная пластина отводится назад, разделяя две половины формы и выталкивая готовую деталь. |
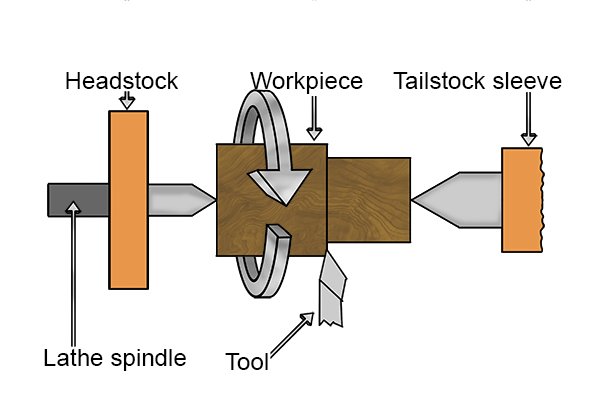
 | Деревянные ручкиДеревянные ручки изготавливаются с помощью фрезерных и токарных станков. В наши дни этот процесс автоматизирован и часто с ЧПУ (компьютерным числовым программным управлением), что помогает ускорить производство и снизить трудозатраты в производственном процессе. |
 | Токарный станок удерживает деревянную заготовку между передней и задней бабками. |
 | Затем заготовка вращается, и режущий инструмент перемещается внутрь, наружу и вдоль заготовки. Когда режущий инструмент перемещается, он удаляет древесину с заготовки до тех пор, пока не будет достигнута желаемая форма. |

