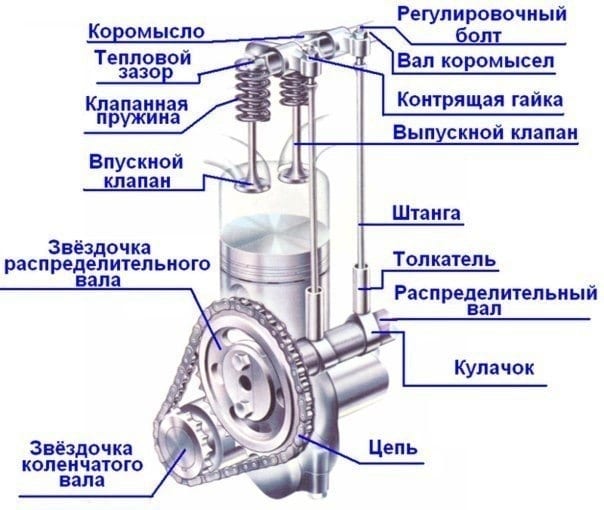
Gassfordelingsmekanisme - ventilgruppe
Innhold
Formål og typer tidspunkt:
1.1. Formål med gassfordelingsmekanismen:
Hensikten med ventiltidsmekanismen er å føre en fersk drivstoffblanding inn i motorsylindrene og slippe ut eksosgasser. Gassutveksling utføres gjennom innløps- og utløpsåpningene, som er hermetisk forseglet av registerreimelementene i samsvar med den aksepterte motordriftsprosedyren.
1.2. Ventilgruppeoppgave:
hensikten med ventilgruppen er å lukke innløps- og utløpsportene hermetisk og åpne dem til spesifisert tid for spesifisert tid.
1.3. Tidstyper:
avhengig av organene som motorsylindrene er koblet til miljøet, er timingen ventil, spole og kombinert.
1.4. Sammenligning av timingstyper:
ventiltiden er den vanligste på grunn av sin relativt enkle design og pålitelige drift. Ideell og pålitelig tetting av arbeidsområdet oppnådd på grunn av at ventilene forblir stasjonære ved høyt trykk i sylindrene, gir en alvorlig fordel i forhold til en ventil eller kombinert tidsstyring. Derfor brukes ventetidspunktet stadig mer.

Ventilgruppeenhet:
2.1. Ventilenhet:
Motorventiler består av en stilk og et hode. Hodene er ofte laget flate, konvekse eller bjelleformede. Hodet har et lite sylindrisk belte (ca. 2 mm) og en 45˚ eller 30˚ tetningsfas. Det sylindriske beltet gjør det på den ene siden mulig å opprettholde hoveddiameteren til ventilen ved sliping av tetningsfaset, og på den annen side øke ventilens stivhet og derved forhindre deformasjon. De mest utbredte er ventiler med et flatt hode og en tetningsfas i en vinkel på 45˚ (dette er oftest inntaksventiler), og for å forbedre fylling og rengjøring av sylindere har inntaksventilen større diameter enn eksosventilen. Eksosventiler er ofte laget med et kuppelbart kulehode.
Dette forbedrer utstrømningen av eksosgasser fra sylindrene, og øker også styrken og stivheten til ventilen. For å forbedre forholdene for varmefjerning fra ventilhodet og øke den generelle ikke-deformerbarheten til ventilen, gjøres overgangen mellom hodet og stammen i en vinkel på 10˚ - 30˚ og med en stor krumningsradius. I den øvre enden av ventilstammen er spor laget av en konisk, sylindrisk eller spesiell form, avhengig av den aksepterte metoden for å feste fjæren til ventilen. Natriumkjøling brukes i en rekke motorer for å redusere termisk stress på sprengningsventiler. For å gjøre dette gjøres ventilen hul, og det resulterende hulrommet er halvt fylt med natrium, hvis smeltepunkt er 100 ° C. Når motoren går, smelter natriumet og beveger seg gjennom ventilhulen, og overfører varme fra det varme hodet til kjølevæskestammen og derfra til ventilaktuatoren.
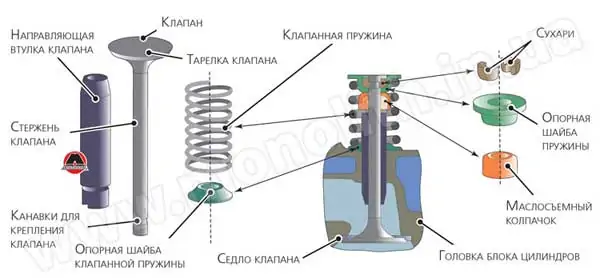
2.2. Koble ventilen til fjæren:
designene til denne enheten er ekstremt forskjellige, men den vanligste designen er med halvkjegler. Ved hjelp av to halvkjegler, som kommer inn i kanalene som er laget i ventilstammen, presses platen, som holder fjæren og ikke tillater demontering av enheten. Dette skaper en forbindelse mellom fjæren og ventilen.
2.3. Ventilsete plassering:
I alle moderne motorer er eksossetene produsert separat fra sylinderhodet. Slike seter brukes også til sugekopper når sylinderhodet er laget av aluminiumslegering. Når det er støpejern, lages sadlene i det. Strukturelt sett er setet en ring som er festet til sylinderhodet i et spesielt maskinert sete. Samtidig lages spor noen ganger på setets ytre overflate, som, når de trykkes på setet, er fylt med sylinderhodemateriale, og dermed sikrer deres pålitelige feste. I tillegg til klemming, kan festing også gjøres ved å svinge salen. For å sikre tetthet i arbeidsområdet når ventilen er lukket, må arbeidsflaten til setet maskineres i samme vinkel som tetningsfasken på ventilhodet. For dette blir sadlene maskinert med spesialverktøy med spissvinkler ikke 15 ikke, 45˚ og 75˚ for å oppnå et tetningstape i en vinkel på 45˚ og en bredde på omtrent 2 mm. Resten av hjørnene er laget for å forbedre flyten rundt salen.
2.4. Valve Guides Sted:
utformingen av guidene er veldig mangfoldig. Oftest brukes guider med en glatt ytre overflate, som er laget på en sentrumsløs VVS-maskin. Føringer med en ekstern festestropp er lettere å feste, men vanskeligere å lage. For dette er det mer hensiktsmessig å lage en kanal for stoppringen i føringen i stedet for beltet. Eksosventilførere brukes ofte for å beskytte dem mot oksidative effekter av den varme eksosstrømmen. I dette tilfellet blir det laget lengre føringer, resten er plassert i sylindertoppens eksoskanal. Når avstanden mellom føringen og ventilhodet avtar, blir hullet i føringen på siden av ventilhodet smalere eller utvides i området til ventilhodet.

2.5. Fjærer enhet:
i moderne motorer, de vanligste sylindriske fjærene med konstant stigning. For å danne bæreflatene bringes endene av fjærene på fjæren sammen mot hverandre og klappes med pannen, som et resultat av det totale antall spoler er to til tre ganger større enn antallet arbeidsfjærer. Endespolene understøttes på den ene siden av platen og på den andre siden av sylinderhodet eller blokken. Hvis det er fare for resonans, er ventilfjærene laget med variabel stigning. Den trappede girkassen bøyer seg enten fra den ene enden av fjæren til den andre, eller fra midten til begge ender. Når ventilen åpnes, berører viklingene nærmest hverandre, som et resultat av at antall arbeidsviklinger avtar, og frekvensen av fjærens svingninger øker. Dette fjerner betingelsene for resonans. Til samme formål brukes noen ganger koniske fjærer, hvis naturlige frekvens varierer langs lengden og forekomsten av resonans er utelukket.
2.6. Materialer for fremstilling av ventilgruppeelementer:
• Ventiler - Sugeventiler er tilgjengelige i krom (40x), kromnikkel (40XN) og annet legert stål. Eksosventiler er laget av varmebestandig stål med høyt innhold av krom, nikkel og andre legeringsmetaller: 4Kh9S2, 4Kh10S2M, Kh12N7S, 40SH10MA.
• Ventilseter - Høytemperaturbestandig stål, støpejern, aluminium bronse eller cermet brukes.
• Ventilføringer er vanskelige miljøer å produsere og krever bruk av materialer med høy varme- og slitestyrke og god varmeledningsevne, slik som grått perlittisk støpejern og aluminiumsbronse.
• Fjærer - laget av vikling av tråd fra en fjærstomi, f.eks. 65G, 60C2A, 50HFA.
Ventilgruppedrift:
3.1. Synkroniseringsmekanisme:
synkroniseringsmekanismen er kinematisk koblet til veivakselen og beveger seg synkront med den. Tidsremmen åpner og tetter innløps- og utløpsportene til de enkelte sylindere i samsvar med den aksepterte driftsprosedyren. Dette er prosessen med gassutveksling i sylindere.
3.2 Handling av timingstasjonen:
Tidspunktstasjonen avhenger av kamakselens plassering.
• Med en nedre aksel - gjennomgående cylindriske tannhjul for jevnere drift er laget med skrå tenner, og for lydløs drift er girringen laget av tekstolitt. Et parasittisk tannhjul eller kjede brukes til å gi driv over lengre avstander.
• Med toppaksel - rullekjede. Relativt lavt støynivå, enkelt design, lav vekt, men kretsen slites ut og strekker seg. Gjennom et neoprenbasert registerreim forsterket med ståltråd og dekket med et slitesterkt nylonlag. Enkel design, stillegående drift.
3.3. Ordning med gassfordeling:
Det totale strømningsarealet som er gitt for passering av gasser gjennom ventilen avhenger av varigheten av åpningen. Som du vet, i firetaktsmotorer, for implementering av inntaks- og eksosslag, er det gitt et stempelstrek, tilsvarende rotasjonen av veivakselen med 180˚. Erfaringen har imidlertid vist at for bedre fylling og rengjøring av sylinderen er det nødvendig at varigheten av fyllings- og tømmeprosessene er lengre enn de tilsvarende stempelslagene, dvs. åpningen og lukkingen av ventilene skal ikke utføres på de døde punktene for stempelet, men med noe forbikjøring eller forsinkelse.
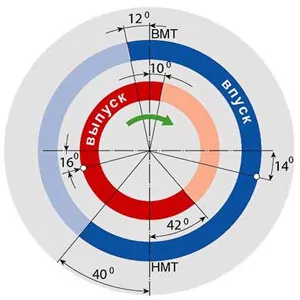
Ventilens åpnings- og lukketid uttrykkes i rotasjonsvinklene på veivakselen og kalles ventiltid. For større pålitelighet er disse fasene laget i form av kakediagrammer (fig. 1).
Sugeventilen åpner vanligvis med en overløpsvinkel φ1 = 5˚ – 30˚ før stempelet når øverste dødpunkt. Dette sikrer et visst ventiltverrsnitt helt i begynnelsen av fylleslaget og forbedrer dermed fyllingen av sylinderen. Sugeventilen stenges med en forsinkelsesvinkel φ2 = 30˚ - 90˚ etter at stempelet har passert nederste dødpunkt. Forsinkelse for lukking av innløpsventil gjør at inntaket av fersk drivstoffblanding kan brukes til å forbedre påfyllingen og dermed øke motoreffekten.
Eksosventilen åpnes med en forbikjøringsvinkel φ3 = 40˚ – 80˚, dvs. ved slutten av slaget, når trykket i gassene i sylinderen er relativt høyt (0,4 - 0,5 MPa). Intensiv utstøting av gassflasken, startet ved dette trykket, fører til et raskt fall i trykk og temperatur, noe som betydelig reduserer arbeidet med å fortrenge arbeidsgasser. Eksosventilen stenger med en forsinkelsesvinkel φ4 = 5˚ - 45˚. Denne forsinkelsen gir en god rensing av forbrenningskammeret for avgasser.
Diagnostikk, vedlikehold, reparasjon:
4.1. diagnostikk
Diagnostiske tegn:
- •Nedsatt effekt av forbrenningsmotoren:
- Nedsatt godkjenning;
- Ufullstendig passform;
- Beslaglagte ventiler.
• Økt drivstofforbruk: - Redusert avstand mellom ventiler og løftere;
- Ufullstendig passform;
- Beslaglagte ventiler.
• Slitasje i forbrenningsmotorer: - Kamshaft slitasje;
- åpne kamakselkamrene;
- Økt avstand mellom ventilstengler og ventilgjennomføringer;
- Stor avstand mellom ventiler og løftere;
- brudd, brudd på elastisiteten til ventilfjærene.
• Lavtrykksindikator: - Ventilsetene er myke;
- Myk eller ødelagt ventilfjær;
- Utbrent ventil;
- Brent eller revet sylindertopp pakning
- Ujustert termisk gap.
• Høytrykksindikator. - Nedsatt hodehøyde;
Diagnostiske metoder for timing:
• Måling av trykk i sylinderen på slutten av kompresjonsslaget. Under målingen må følgende betingelser være oppfylt: forbrenningsmotoren må varmes opp til driftstemperatur; Tennpluggene må fjernes; Midtkabelen til induksjonsspolen må oljes og gassen og luftventilen være åpen. Måling utføres ved hjelp av kompressorer. Trykkforskjellen mellom individuelle sylindre må ikke overstige 5%.
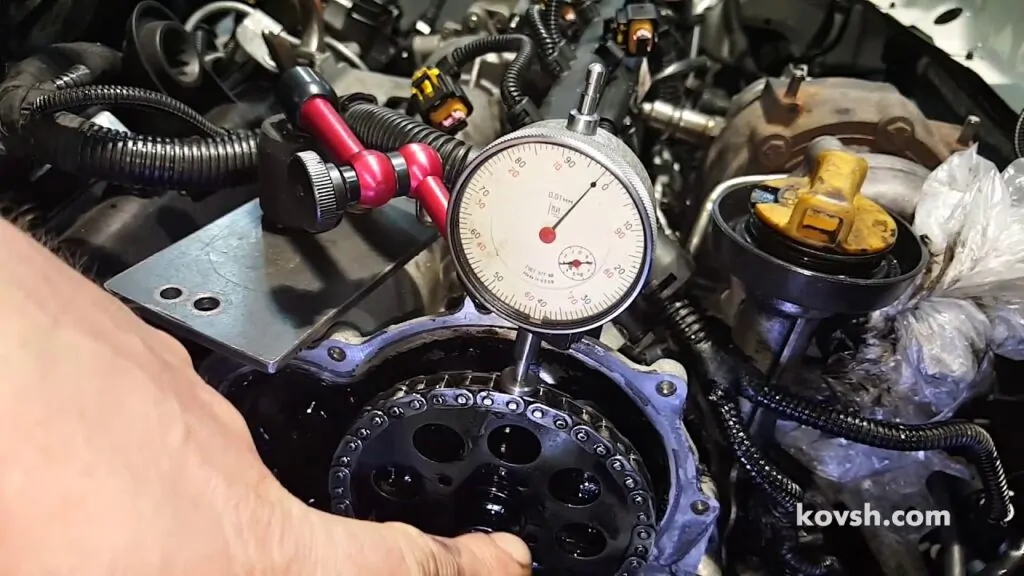
4.2. Justere den termiske avstanden i tannremmen:
Kontroll og justering av det termiske spalten utføres ved bruk av trykkmålerplatene i sekvensen som tilsvarer rekkefølgen på motorens drift, starter med den første sylinderen. Spalten justeres riktig hvis tykkelsesmåleren, tilsvarende det normale spalten, passerer fritt. Når du justerer avstanden, hold justeringsskruen med en skrutrekker, løsne låsemutteren, plasser avstandspladen mellom ventilstammen og koblingen, og vri justeringsskruen for å stille ønsket avstand. Da strammes låsemutteren.

4.3. Ventilgruppereparasjon:
• Ventilreparasjon - hovedfeilene er slitasje og brenning av den koniske arbeidsflaten, slitasje på stammen og utseende av sprekker. Hvis hodene brenner eller det oppstår sprekker, kastes ventilene. Bøyde ventilstammer rettes ut på en håndpresse ved hjelp av et verktøy. Slitte ventilstammer repareres ved kronisering eller stryking og deretter slipt til nominell eller overdimensjonert reparasjonsstørrelse. Den slitte arbeidsflaten på ventilhodet slipes til en reparasjonsstørrelse. Ventilene er overlappet til setene med slipende pastaer. Slipenøyaktigheten kontrolleres ved å helle parafin på hengslede ventiler, hvis det ikke lekker, er sliping bra i 4-5 minutter. Ventilfjærer blir ikke restaurert, men erstattet med nye.
Spørsmål og svar:
Hva er inkludert i gassdistribusjonsmekanismen? Den er plassert i sylinderhodet. Designet inkluderer: en kamakselseng, en kamaksel, ventiler, vippearmer, skyvere, hydrauliske løftere og, i noen modeller, en faseskifter.
ДHva er motortimingen til? Denne mekanismen sikrer rettidig tilførsel av en frisk del av luft-drivstoffblandingen og fjerning av eksosgasser. Avhengig av modifikasjonen kan den endre tidspunktet for ventiltidspunktet.
Hvor er gassfordelingsmekanismen plassert? I en moderne forbrenningsmotor er gassfordelingsmekanismen plassert over sylinderblokken i sylinderhodet.
