Mekanisme pengedaran gas - kumpulan injap
Содержание
Tujuan dan jenis masa:
1.1. Tujuan mekanisme pengedaran gas:
Tujuan mekanisme pemasaan injap adalah untuk menghantar campuran bahan api segar ke dalam silinder enjin dan membebaskan gas ekzos. Pertukaran gas dijalankan melalui bukaan masuk dan keluar, yang dimeterai secara hermetik oleh elemen tali pinggang masa mengikut prosedur operasi enjin yang diterima.
1.2. Tugasan kumpulan injap:
tujuan kumpulan injap adalah untuk menutup port masuk dan keluar secara hermetik dan membukanya pada masa yang ditentukan untuk masa yang ditentukan.
1.3. Jenis masa:
bergantung pada organ di mana silinder mesin disambungkan ke persekitaran, timing belt adalah injap, kili dan digabungkan.
1.4. Perbandingan jenis masa:
pemasaan injap adalah yang paling biasa kerana reka bentuknya yang agak mudah dan operasi yang boleh dipercayai. Pengedap ruang kerja yang ideal dan boleh dipercayai, dicapai kerana hakikat bahawa injap tetap pegun pada tekanan tinggi di dalam silinder, memberikan kelebihan serius berbanding injap atau gabungan masa. Oleh itu, pemasa injap semakin kerap digunakan.

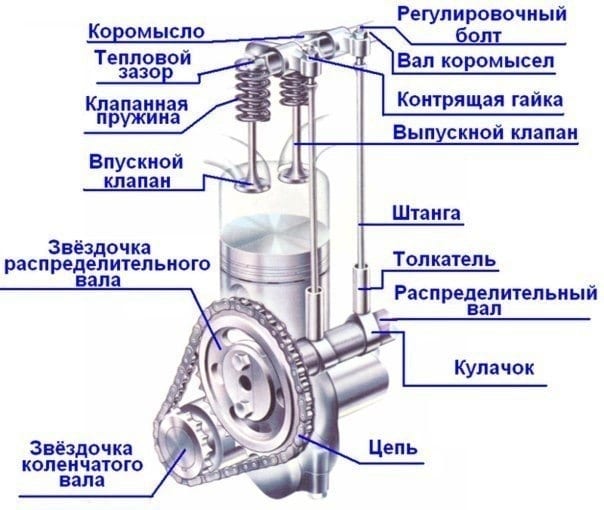
Peranti kumpulan injap:
2.1. Peranti injap:
Injap enjin terdiri daripada batang dan kepala. Kepala paling kerap dibuat rata, cembung atau berbentuk loceng. Kepala mempunyai tali pinggang silinder kecil (kira-kira 2 mm) dan bevel kedap 45˚ atau 30˚. Tali pinggang silinder membolehkan, di satu pihak, mengekalkan diameter injap utama ketika mengisar serong pengedap, dan di sisi lain, untuk meningkatkan kekakuan injap dan dengan itu mencegah ubah bentuk. Yang paling meluas adalah injap dengan kepala rata dan serong kedap pada sudut 45˚ (ini adalah injap pengambilan paling kerap), dan untuk meningkatkan pengisian dan pembersihan silinder, injap pengambilan mempunyai diameter yang lebih besar daripada injap ekzos. Injap ekzos sering dibuat dengan kepala bola berkubah.
Ini meningkatkan aliran keluar gas ekzos dari silinder, dan juga meningkatkan kekuatan dan ketegaran injap. Untuk memperbaiki keadaan untuk penyingkiran haba dari kepala injap dan meningkatkan keseluruhan ketidakbolehubah bentuk injap, peralihan antara kepala dan batang dibuat pada sudut 10˚ - 30˚ dan dengan jejari kelengkungan yang besar. Di hujung atas batang injap, alur diperbuat daripada bentuk kon, silinder atau khas, bergantung pada kaedah yang diterima untuk memasang spring ke injap. Penyejukan natrium digunakan dalam beberapa enjin untuk mengurangkan tekanan haba pada injap pecah. Untuk melakukan ini, injap dibuat berongga, dan rongga yang terhasil separuh diisi dengan natrium, takat leburnya ialah 100 ° C. Apabila enjin dihidupkan, natrium cair dan bergerak melalui rongga injap, memindahkan haba dari kepala panas ke batang penyejuk dan dari sana ke penggerak injap.
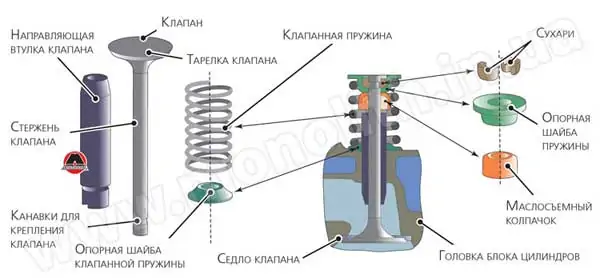
2.2. Menyambungkan injap ke springnya:
reka bentuk unit ini sangat pelbagai, tetapi reka bentuk yang paling biasa adalah dengan kerucut separuh. Dengan bantuan dua kerucut separuh, yang memasuki saluran yang dibuat di batang injap, plat ditekan, yang menahan pegas dan tidak membenarkan pembongkaran unit. Ini mewujudkan hubungan antara spring dan injap.
2.3. Lokasi tempat duduk injap:
Di semua enjin moden, kerusi ekzos dihasilkan secara berasingan dari kepala silinder. Ini juga digunakan untuk cawan sedutan apabila kepala silinder terbuat dari aloi aluminium. Apabila besi tuang, pelana dibuat di dalamnya. Secara struktural, tempat duduk adalah cincin yang dipasang pada kepala silinder di tempat duduk mesin khas. Pada masa yang sama, alur kadang-kadang dibuat di permukaan luar tempat duduk, yang, apabila ditekan di tempat duduk, diisi dengan bahan kepala silinder, sehingga memastikan pengikatnya yang dapat diandalkan. Selain pengapit, pengancing juga dapat dilakukan dengan mengayunkan pelana. Untuk memastikan sesak ruang kerja semasa injap ditutup, permukaan tempat duduk mesti dimesin pada sudut yang sama dengan penutup pelindung kepala injap. Untuk ini, pelana dimesin dengan alat khas dengan sudut mengasah tidak 15 tidak, 45˚ dan 75˚ untuk mendapatkan pita kedap pada sudut 45˚ dan lebar kira-kira 2 mm. Selebihnya sudut untuk mengalir lebih baik di sekitar pelana.
2.4. Lokasi Panduan Injap:
reka bentuk panduannya sangat pelbagai. Selalunya, panduan dengan permukaan luar licin digunakan, yang dibuat pada mesin paip tanpa pusat. Panduan dengan tali penahan luaran lebih selesa untuk diikat tetapi lebih sukar dibuat. Untuk ini, lebih baik membuat saluran untuk cincin berhenti di panduan dan bukannya tali pinggang. Petunjuk injap ekzos sering digunakan untuk melindunginya dari kesan oksidatif dari aliran ekzos panas. Dalam kes ini, panduan yang lebih panjang dibuat, selebihnya terletak di saluran ekzos kepala silinder. Oleh kerana jarak antara pemandu dan kepala injap berkurang, bukaan pada panduan di sisi kepala injap menyempit atau melebar di kawasan kepala injap.

2.5. Peranti pegas:
dalam enjin moden, mata air silinder yang paling biasa dengan nada tetap. Untuk membentuk permukaan penyangga, hujung gegelung pegas disatukan satu sama lain dan diikat dengan dahi mereka, akibatnya jumlah gegelung adalah dua hingga tiga kali lebih besar daripada jumlah mata air yang berfungsi. Gegelung hujung disokong di satu sisi plat dan di sisi lain kepala silinder atau blok. Sekiranya terdapat risiko resonans, pegas injap dibuat dengan nada berubah-ubah. Kotak gear melangkah membengkokkan dari satu hujung musim bunga ke ujung yang lain, atau dari tengah ke kedua hujungnya. Apabila injap dibuka, belitan yang paling dekat satu sama lain, akibatnya jumlah belitan kerja berkurang, dan frekuensi ayunan bebas pegas meningkat. Ini menghilangkan syarat untuk resonans. Untuk tujuan yang sama, mata air berbentuk kerucut kadang-kadang digunakan, frekuensi semula jadi bervariasi sepanjang panjangnya dan kejadian resonans tidak termasuk.
2.6. Bahan untuk pembuatan elemen kumpulan injap:
• Injap - Injap sedutan tersedia dalam krom (40x), kromium nikel (40XN) dan keluli aloi lain. Injap ekzos diperbuat daripada keluli tahan haba dengan kandungan kromium, nikel dan logam pengaloi lain yang tinggi: 4Kh9S2, 4Kh10S2M, Kh12N7S, 40SH10MA.
• Tempat duduk injap - Keluli tahan suhu tinggi, besi tuang, gangsa aluminium atau cermet digunakan.
• Panduan injap ialah persekitaran yang sukar untuk dihasilkan dan memerlukan penggunaan bahan dengan rintangan haba dan haus yang tinggi serta kekonduksian terma yang baik, seperti besi tuang mutiara kelabu dan gangsa aluminium.
• Spring - dibuat dengan menggulung wayar daripada stoma spring, cth 65G, 60C2A, 50HFA.
Operasi kumpulan injap:
3.1. Mekanisme penyegerakan:
mekanisme penyegerakan dihubungkan secara kinematik ke poros engkol, bergerak serentak dengannya. Tali pinggang masa membuka dan menutup pintu masuk dan saluran keluar silinder individu mengikut prosedur operasi yang diterima. Ini adalah proses pertukaran gas dalam silinder.
3.2 Tindakan pemacu masa:
Pemacu masa bergantung pada lokasi camshaft.
• Dengan aci yang lebih rendah - melalui gear taji untuk operasi yang lebih lancar dibuat dengan gigi condong, dan untuk operasi senyap, gelang gear diperbuat daripada textolite. Gear atau rantai parasit digunakan untuk menyediakan pemanduan pada jarak yang lebih jauh.
• Dengan aci atas - rantai penggelek. Tahap hingar yang agak rendah, reka bentuk ringkas, berat rendah, tetapi litar haus dan terbentang. Melalui tali pinggang pemasaan berasaskan neoprena yang diperkuat dengan dawai keluli dan ditutup dengan lapisan nilon tahan haus. Reka bentuk yang ringkas, operasi yang senyap.
3.3. Skim pengedaran gas:
Luas aliran keseluruhan yang disediakan untuk laluan gas melalui injap bergantung pada tempoh pembukaannya. Seperti yang anda ketahui, dalam mesin empat lejang untuk pelaksanaan pukulan pengambilan dan ekzos, satu pukulan omboh disediakan, sesuai dengan putaran poros engkol sebesar 180˚. Namun, pengalaman menunjukkan bahawa untuk pengisian dan pembersihan silinder yang lebih baik adalah perlu bahawa jangka masa proses pengisian dan pengosongan lebih lama daripada pukulan omboh yang sesuai, iaitu. pembukaan dan penutupan injap tidak boleh dilakukan pada titik mati pukulan omboh, tetapi dengan beberapa penyeberangan atau penundaan.
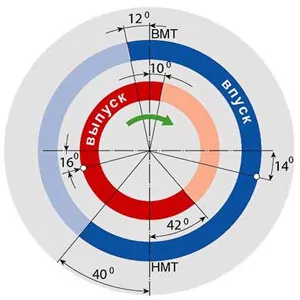
Waktu buka dan tutup injap dinyatakan dalam sudut putaran poros engkol dan disebut timing timing. Untuk kebolehpercayaan yang lebih besar, fasa-fasa ini dibuat dalam bentuk carta pai (Gamb. 1).
Injap sedutan biasanya terbuka dengan sudut larian φ1 = 5˚ – 30˚ sebelum omboh mencapai pusat mati atas. Ini memastikan keratan rentas injap tertentu pada awal strok pengisian dan dengan itu menambah baik pengisian silinder. Injap sedutan ditutup dengan sudut lengah φ2 = 30˚ - 90˚ selepas omboh melepasi pusat mati bawah. Kelewatan penutupan injap masuk membolehkan pengambilan campuran bahan api segar digunakan untuk menambah baik pengisian bahan api dan oleh itu meningkatkan kuasa enjin.
Injap ekzos dibuka dengan sudut memotong φ3 = 40˚ – 80˚, i.e. pada akhir lejang, apabila tekanan dalam gas silinder agak tinggi (0,4 - 0,5 MPa). Pelepasan intensif silinder gas, bermula pada tekanan ini, membawa kepada penurunan tekanan dan suhu yang cepat, yang dengan ketara mengurangkan kerja menyesarkan gas kerja. Injap ekzos ditutup dengan sudut lengah φ4 = 5˚ - 45˚. Kelewatan ini memberikan pembersihan yang baik pada kebuk pembakaran daripada gas ekzos.
Diagnostik, penyelenggaraan, pembaikan:
4.1. Diagnostik
Tanda diagnostik:
- •Kekurangan enjin pembakaran dalaman:
- Pengurangan pengurangan;
- Pemasangan injap yang tidak lengkap;
- Injap yang disita.
• Peningkatan penggunaan bahan bakar: - Pengurangan jarak antara injap dan pengangkat;
- Pemasangan injap yang tidak lengkap;
- Injap yang disita.
• Pakai dalam enjin pembakaran dalaman: - Haus camshaft;
- membuka kamera camshaft;
- Peningkatan jarak antara batang injap dan sesendal injap;
- Pelepasan besar antara injap dan pengangkat;
- patah tulang, pelanggaran keanjalan spring injap.
• Penunjuk tekanan rendah: - Kerusi injap lembut;
- Mata air injap lembut atau pecah;
- Injap terbakar;
- gasket kepala silinder yang terbakar atau koyak;
- Jurang terma yang tidak disesuaikan.
• Penunjuk tekanan tinggi. - Ketinggian kepala menurun;
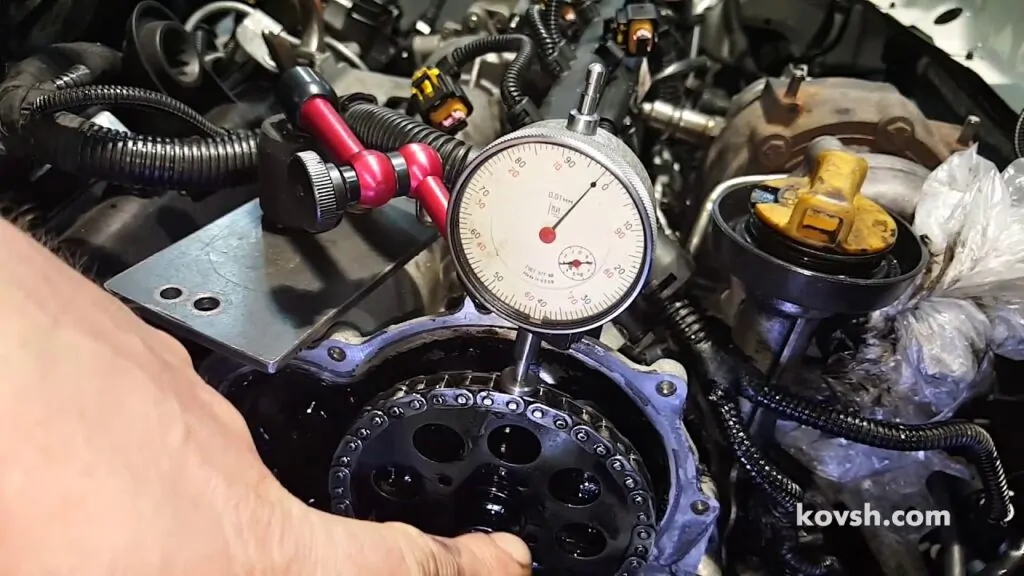
Kaedah diagnostik masa:
• Pengukuran tekanan di dalam silinder pada akhir pukulan mampatan. Semasa pengukuran, syarat berikut mesti dipenuhi: enjin pembakaran mesti dipanaskan hingga suhu operasi; Palam pencucuh mesti dilepaskan; Kabel tengah gegelung induksi mesti digegarkan dan injap pendikit dan injap udara terbuka. Pengukuran dilakukan menggunakan pemampat. Perbezaan tekanan antara silinder individu tidak boleh melebihi 5%.
4.2. Melaraskan pelepasan terma pada tali masa:
Memeriksa dan menyesuaikan jurang termal dilakukan menggunakan plat tolok tekanan mengikut urutan yang sesuai dengan urutan operasi mesin, bermula dengan silinder pertama. Jurang diselaraskan dengan betul jika tolok ketebalan, sesuai dengan jurang normal, melepasi dengan bebas. Semasa mengatur pelepasan, pegang skru penyesuaian dengan pemutar skru, lepaskan kunci pengunci, letakkan pelat pelepasan antara batang injap dan gandingan, dan putar skru penyetel untuk mengatur jarak yang diperlukan. Kemudian kacang kunci diketatkan.

4.3. Pembaikan kumpulan injap:
• Pembaikan injap - kerosakan utama adalah haus dan pembakaran permukaan kerja kon, haus batang dan rupa retak. Jika kepala terbakar atau retak muncul, injap dibuang. Batang injap bengkok diluruskan pada penekan tangan menggunakan alat. Batang injap yang haus dibaiki dengan kronisasi atau penyeterikaan dan kemudian dikisar kepada saiz pembaikan nominal atau bersaiz besar. Permukaan kerja kepala injap yang haus dikisar kepada saiz pembaikan. Injap dipasang pada tempat duduk dengan pes yang melelas. Ketepatan pengisaran diperiksa dengan menuangkan minyak tanah pada injap berengsel, jika ia tidak bocor, maka pengisaran adalah baik selama 4-5 minit. Spring injap tidak dipulihkan, tetapi digantikan dengan yang baru.
Soalan dan Jawapan:
Apakah yang termasuk dalam mekanisme pengedaran gas? Ia terletak di kepala silinder. Reka bentuknya termasuk: katil aci sesondol, aci sesondol, injap, lengan goyang, penolak, pengangkat hidraulik dan, dalam sesetengah model, pengalih fasa.
ДUntuk apa pemasaan enjin? Mekanisme ini memastikan bekalan tepat pada masanya bahagian segar campuran udara-bahan api dan penyingkiran gas ekzos. Bergantung pada pengubahsuaian, ia boleh menukar masa pemasaan injap.
Di manakah terletaknya mekanisme pengagihan gas? Dalam enjin pembakaran dalaman moden, mekanisme pengagihan gas terletak di atas blok silinder di kepala silinder.
