गॅस वितरण यंत्रणा - वाल्व गट
सामग्री
हेतू आणि वेळेचे प्रकारः
1.1. गॅस वितरण यंत्रणेचा उद्देशः
व्हॉल्व्ह टायमिंग मेकॅनिझमचा उद्देश इंजिन सिलेंडरमध्ये नवीन इंधन मिश्रण पास करणे आणि एक्झॉस्ट गॅसेस सोडणे हा आहे. गॅस एक्सचेंज इनलेट आणि आउटलेट ओपनिंगद्वारे केले जाते, जे स्वीकारलेल्या इंजिन ऑपरेशन प्रक्रियेनुसार टायमिंग बेल्ट घटकांद्वारे हर्मेटिकली सील केले जाते.
१. 1.2. झडप गट असाइनमेंट:
इनलेट आणि आउटलेट पोर्ट हर्मेटिकली बंद करणे आणि निर्दिष्ट वेळेसाठी निर्दिष्ट वेळी उघडणे हा वाल्व ग्रुपचा उद्देश आहे.
1.3. वेळेचे प्रकारः
इंजिन सिलिंडर वातावरणाशी जोडलेल्या अवयवांवर अवलंबून, वेळ वाल्व, स्पूल आणि एकत्रित आहे.
1.4. वेळेच्या प्रकारांची तुलना:
तुलनेने सोपी रचना आणि विश्वासार्ह ऑपरेशनमुळे वाल्वची वेळ सर्वात सामान्य आहे. कामकाजाच्या जागेची आदर्श आणि विश्वासार्ह सीलिंग, ज्यामुळे वाल्व उच्च सिलेंडरच्या दबावांवर स्थिर राहतात, यामुळे वाल्व किंवा एकत्रित वेळेवर गंभीर फायदा होतो. म्हणून, झडप टायमिंगचा वापर जास्त प्रमाणात केला जातो.

झडप गट डिव्हाइस:
2.1. झडप डिव्हाइस:
इंजिन वाल्व्हमध्ये एक स्टेम आणि एक डोके असते. डोके बहुतेकदा सपाट, बहिर्गोल किंवा बेल-आकाराचे बनविले जातात. डोके एक लहान दंडगोलाकार बेल्ट आहे (सुमारे 2 मिमी) आणि 45˚ किंवा 30˚ सीलिंग बेव्हल. दंडगोलाकार पट्टा एकीकडे, सीलिंग बेवल पीसताना वाल्वचा मुख्य व्यास राखण्यास आणि दुसरीकडे झडपांची कडकपणा वाढविण्यास आणि त्याद्वारे विकृतीस प्रतिबंध करण्यास अनुमती देते. 45 widespread च्या कोनात सपाट डोके असलेली सीलिंग बेव्हल (हे बहुतेकदा सेवन व्हॉल्व्ह असतात) आणि सिलिंडर्स भरणे आणि साफ करणे सुधारण्यासाठी, इनक्टेव्ह वाल्व्हमध्ये एक्झॉस्ट वाल्व्हपेक्षा मोठा व्यास असतो. एक्झॉस्ट वाल्व्ह बहुतेकदा घुमट बॉल हेडसह बनविले जातात.
यामुळे सिलेंडर्समधून बाहेर पडणाऱ्या वायूंचा प्रवाह सुधारतो आणि वाल्वची ताकद आणि कडकपणा देखील वाढतो. वाल्वच्या डोक्यातून उष्णता काढून टाकण्यासाठी परिस्थिती सुधारण्यासाठी आणि वाल्वची संपूर्ण गैर-विकृतता वाढविण्यासाठी, डोके आणि स्टेममधील संक्रमण 10˚ - 30˚ च्या कोनात आणि वक्रतेच्या मोठ्या त्रिज्यासह केले जाते. वाल्व स्टेमच्या वरच्या टोकाला, खोबणी शंकूच्या आकाराचे, दंडगोलाकार किंवा विशेष आकाराचे बनलेले असतात, जे वाल्वला स्प्रिंग जोडण्याच्या स्वीकारलेल्या पद्धतीवर अवलंबून असतात. बर्स्ट व्हॉल्व्हवरील थर्मल ताण कमी करण्यासाठी अनेक इंजिनांमध्ये सोडियम कूलिंगचा वापर केला जातो. हे करण्यासाठी, वाल्व पोकळ बनविला जातो आणि परिणामी पोकळी अर्धा सोडियमने भरलेली असते, ज्याचा वितळण्याचा बिंदू 100 डिग्री सेल्सियस असतो. जेव्हा इंजिन चालू असते, तेव्हा सोडियम वितळते आणि वाल्वच्या पोकळीतून प्रवास करते, गरम डोक्यापासून शीतलक स्टेममध्ये उष्णता हस्तांतरित करते आणि तेथून वाल्व्ह अॅक्ट्युएटरमध्ये जाते.
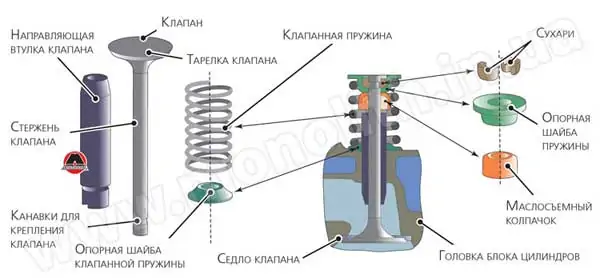
२.२. झडप त्याच्या वसंत toतुशी जोडत आहे:
या युनिटचे डिझाइन अत्यंत वैविध्यपूर्ण आहेत परंतु सर्वात सामान्य डिझाइन अर्ध्या शंकूचे आहे. दोन अर्ध-शंकूच्या मदतीने, जे झडप स्टेममध्ये बनविलेल्या चॅनेलमध्ये प्रवेश करतात, प्लेट दाबली जाते, ज्याने वसंत holdsतु ठेवला आहे आणि युनिट विघटन करण्यास परवानगी देत नाही. हे वसंत .तु आणि झडप दरम्यान एक कनेक्शन तयार करते.
२.2.3. झडप जागा स्थान:
सर्व आधुनिक इंजिनमध्ये, एक्झॉस्ट सीट सिलेंडर हेडपासून स्वतंत्रपणे तयार केल्या जातात. जेव्हा सिलिंडर हेड अॅल्युमिनियम धातूंचे बनलेले असते तेव्हा अशा आसने सक्शन कपसाठी देखील वापरल्या जातात. जेव्हा ते लोह टाकले जाते तेव्हा त्यामध्ये खोगीर तयार केले जातात. संरचनेनुसार, सीट ही एक अंगठी आहे जी विशेष मशिन्टेड सीटवर सिलेंडरच्या डोक्यावर जोडलेली असते. त्याच वेळी, कधीकधी सीटच्या बाह्य पृष्ठभागावर खोबणी तयार केल्या जातात, जे सीटवर दाबले जातात तेव्हा सिलेंडर हेड मटेरियलने भरलेले असतात, ज्यामुळे त्यांचे विश्वसनीय बन्धन सुनिश्चित होते. क्लॅम्पिंग व्यतिरिक्त, काठी स्विंग करून फास्टनिंग देखील करता येते. जेव्हा झडप बंद असेल तेव्हा कार्यरत जागेची घट्टता सुनिश्चित करण्यासाठी, सीटच्या कार्यरत पृष्ठभागावर वाल्व्हच्या डोक्याच्या सीलिंग कॅम्फरच्या समान कोनात मशिन करणे आवश्यक आहे. यासाठी, 15˚ कोनात सीलिंग टेप मिळविण्यासाठी आणि सुमारे 45 मिमी रूंदीसाठी, सडल्स विशेष साधनांनी 75 नाही तर 45˚ आणि 2˚ कोनावर धारदार कोनांनी बनविल्या जातात. उर्वरित कोप सॅडलच्या सभोवतालचा प्रवाह सुधारण्यासाठी बनविलेले आहेत.
2.4. झडप मार्गदर्शक स्थानः
मार्गदर्शकांचे डिझाइन बरेच वैविध्यपूर्ण आहे. बर्याचदा, गुळगुळीत बाह्य पृष्ठभागासह मार्गदर्शक वापरले जातात, जे सेंटरलेस प्लंबिंग मशीनवर बनविलेले असतात. बाह्य राखीव पट्ट्यांसह मार्गदर्शक बांधणे सोपे आहे परंतु बनविणे अधिक कठीण आहे. यासाठी, बेल्टऐवजी मार्गदर्शकातील स्टॉप रिंगसाठी चॅनेल बनविणे अधिक फायद्याचे आहे. एक्झॉस्ट वाल्व्ह मार्गदर्शकांचा वापर बर्याचदा गरम एक्झॉस्ट गॅस प्रवाहाच्या ऑक्सिडेटिव्ह प्रभावांपासून संरक्षण करण्यासाठी केला जातो. या प्रकरणात, दीर्घ मार्गदर्शक तयार केले जातात, बाकीचे सिलेंडर हेड एक्झॉस्ट चॅनेलमध्ये आहेत. मार्गदर्शक आणि झडप डोके दरम्यान अंतर कमी झाल्यामुळे, झडप डोकेच्या बाजूला असलेल्या मार्गदर्शकाची छिद्र लहान होते किंवा झडप डोकेच्या प्रदेशात रुंदीकरण करते.

२. 2.5 स्प्रिंग्स डिव्हाइस:
आधुनिक इंजिनमध्ये, सर्वात सामान्य सिलेंड्रिकल स्प्रिंग्ज असतात ज्यामध्ये स्थिर खेळपट्टी असते. आधार देणारी पृष्ठभाग तयार करण्यासाठी, वसंत ofतुच्या कॉइल्सचे टोक एकमेकांविरूद्ध एकत्र आणले जातात आणि त्यांच्या कपाळावर लिपी घातल्या जातात, परिणामी कॉइलची एकूण संख्या कार्यरत झराच्या संख्येपेक्षा दोन ते तीन पट जास्त असते. शेवटच्या कॉइल्स प्लेटच्या एका बाजूला आणि सिलेंडर डोके किंवा ब्लॉकच्या दुसर्या बाजूला समर्थित आहेत. जर अनुनाद होण्याचा धोका असेल तर वाल्व्ह स्प्रिंग्ज चल पिचसह बनविले जातात. स्टेप केलेले गिअरबॉक्स एकतर वसंत oneतुच्या एका टोकापासून दुसर्या टोकापर्यंत किंवा मध्यभागी ते दोन्ही टोकापर्यंत वाकतो. जेव्हा झडप उघडली जाते तेव्हा एकमेकांना जवळचा वळण वळण, परिणामी कार्यरत वाराची संख्या कमी होते आणि वसंत freeतुच्या मुक्त दोलनाची वारंवारता वाढते. हे अनुनाद करण्याच्या अटी काढून टाकते. त्याच हेतूसाठी, कधीकधी शंकूच्या आकाराचे झरे वापरले जातात, ज्याची नैसर्गिक वारंवारता त्यांच्या लांबीनुसार बदलते आणि अनुनाद होण्याची घटना वगळली जाते.
2.6. झडप गट घटकांच्या उत्पादनासाठी साहित्यः
• वाल्व - सक्शन व्हॉल्व्ह क्रोम (40x), क्रोमियम निकेल (40XN) आणि इतर मिश्र धातु स्टील्समध्ये उपलब्ध आहेत. एक्झॉस्ट वाल्व्ह क्रोमियम, निकेल आणि इतर मिश्र धातुंच्या उच्च सामग्रीसह उष्णता-प्रतिरोधक स्टील्सचे बनलेले आहेत: 4Kh9S2, 4Kh10S2M, Kh12N7S, 40SH10MA.
• वाल्व सीट - उच्च तापमान प्रतिरोधक स्टील्स, कास्ट आयर्न, अॅल्युमिनियम कांस्य किंवा cermet वापरले जातात.
• व्हॉल्व्ह मार्गदर्शक हे उत्पादनासाठी कठीण वातावरण आहे आणि उच्च थर्मल आणि परिधान प्रतिरोधकता आणि चांगली थर्मल चालकता, जसे की राखाडी मोत्याचे कास्ट लोह आणि अॅल्युमिनियम कांस्य अशा सामग्रीचा वापर आवश्यक आहे.
• स्प्रिंग्स - स्प्रिंग स्टोमा, उदा. 65G, 60C2A, 50HFA पासून वळण वायरद्वारे बनविलेले.
झडप गट ऑपरेशन:
3.1. सिंक्रोनाइझेशन यंत्रणा:
सिंक्रोनाइझेशन यंत्रणा क्रॅन्कशाफ्टमध्ये गतिशीलपणे जोडली गेली आहे आणि त्यासह समक्रमितपणे फिरत आहे. टाईमिंग बेल्ट स्वीकारलेल्या ऑपरेटिंग प्रक्रियेनुसार वैयक्तिक सिलेंडर्सचे इनलेट आणि आउटलेट पोर्ट उघडते आणि शिक्कामोर्तब करतात. सिलिंडरमध्ये गॅस एक्सचेंजची ही प्रक्रिया आहे.
3.2.२ वेळ ड्राइव्हची क्रियाः
टाईमिंग ड्राइव्ह कॅमशाफ्टच्या स्थानावर अवलंबून असते.
• खालच्या शाफ्टसह - नितळ ऑपरेशनसाठी स्पर गीअर्स कलते दातांनी बनवले जातात आणि मूक ऑपरेशनसाठी, गीअर रिंग टेक्स्टोलाइटपासून बनविली जाते. एक परजीवी गियर किंवा साखळी लांब अंतरावर ड्राइव्ह प्रदान करण्यासाठी वापरली जाते.
• शीर्ष शाफ्टसह - रोलर साखळी. तुलनेने कमी आवाज पातळी, साधी रचना, कमी वजन, परंतु सर्किट झिजते आणि ताणले जाते. निओप्रीन-आधारित टायमिंग बेल्टद्वारे स्टील वायरने मजबुत केले जाते आणि पोशाख-प्रतिरोधक नायलॉन थराने झाकलेले असते. साधे डिझाइन, शांत ऑपरेशन.
3.3. गॅस वितरण योजनाः
वाल्वमधून वायूंच्या प्रवाहासाठी प्रदान केलेले एकूण प्रवाह क्षेत्र त्याच्या उघडण्याच्या कालावधीवर अवलंबून असते. आपल्याला माहिती आहेच, चार-स्ट्रोक इंजिनमध्ये, सेवन आणि एक्झॉस्ट स्ट्रोकच्या अंमलबजावणीसाठी, क्रॅन्कशाफ्टच्या परिभ्रमणानुसार 180 pist ने एक पिस्टन स्ट्रोक प्रदान केला जातो. तथापि, अनुभवाने हे सिद्ध केले आहे की सिलिंडरच्या चांगल्या भरण्या आणि साफसफाईसाठी भरणे आणि रिक्त करण्याच्या प्रक्रियेचा कालावधी संबंधित पिस्टन स्ट्रोकपेक्षा अधिक लांब असणे आवश्यक आहे, म्हणजे. वाल्व्ह उघडणे आणि बंद करणे पिस्टन स्ट्रोकच्या डेड पॉईंटवर चालत जाऊ नये, परंतु काही प्रमाणात मागे टाकणे किंवा उशीर करुन.
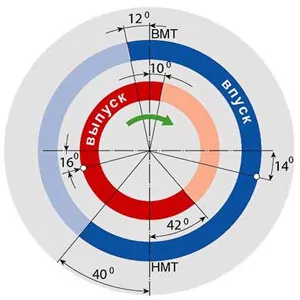
झडप उघडण्याचे आणि बंद होण्याच्या वेळा क्रॅन्कशाफ्टच्या फिरण्याच्या कोनातून व्यक्त केल्या जातात आणि त्यांना वाल्व्ह टायमिंग म्हणतात. अधिक विश्वासार्हतेसाठी, हे चरण पाई चार्ट (चित्र 1) च्या स्वरूपात बनविलेले आहेत.
पिस्टन वरच्या मृत मध्यभागी पोहोचण्यापूर्वी सक्शन व्हॉल्व्ह सहसा ओव्हररन φ1 = 5˚ – 30˚ कोनासह उघडतो. हे फिलिंग स्ट्रोकच्या अगदी सुरुवातीला एक विशिष्ट वाल्व क्रॉस-सेक्शन सुनिश्चित करते आणि अशा प्रकारे सिलेंडर भरणे सुधारते. पिस्टन तळाच्या मृत मध्यभागी गेल्यानंतर सक्शन वाल्व φ2 = 30˚ - 90˚ विलंब कोनासह बंद केला जातो. इनलेट व्हॉल्व्ह बंद होण्याच्या विलंबामुळे इंधन भरणे सुधारण्यासाठी आणि त्यामुळे इंजिनची शक्ती वाढवण्यासाठी ताजे इंधन मिश्रण वापरता येते.
एक्झॉस्ट व्हॉल्व्ह ओव्हरटेकिंग कोन φ3 = 40˚ – 80˚ सह उघडला जातो, म्हणजे. स्ट्रोकच्या शेवटी, जेव्हा सिलेंडरच्या वायूंमध्ये दाब तुलनेने जास्त असतो (0,4 - 0,5 एमपीए). या दाबाने सुरू झालेल्या गॅस सिलेंडरचे गहन उत्सर्जन, दाब आणि तापमानात जलद घट होते, ज्यामुळे कार्यरत वायू विस्थापित करण्याचे काम लक्षणीयरीत्या कमी होते. एक्झॉस्ट वाल्व्ह विलंब कोनासह बंद होते φ4 = 5˚ - 45˚. हा विलंब एक्झॉस्ट वायूंपासून दहन कक्षाची चांगली स्वच्छता प्रदान करतो.
निदान, देखभाल, दुरुस्ती:
4.1. निदान
निदान चिन्हे:
- •अंतर्गत दहन इंजिनची कमी केलेली शक्ती:
- कमी केलेली मंजुरी;
- अपूर्ण वाल्व फिट;
- जप्त केलेले वाल्व्ह
Fuel वाढीव इंधन वापर: - वाल्व्ह आणि लिफ्टर दरम्यान कमी केलेली मंजुरी;
- अपूर्ण वाल्व फिट;
- जप्त केलेले वाल्व्ह
• अंतर्गत ज्वलन इंजिनमध्ये घाला: - कॅमशाफ्ट पोशाख;
- कॅमशाफ्ट कॅम्स उघडणे;
- झडप देठ आणि झडप बुशिंग्ज दरम्यान वाढीव मंजुरी;
- वाल्व्ह आणि लिफ्टर दरम्यान मोठ्या प्रमाणात मंजुरी;
- फ्रॅक्चर, वाल्व्ह स्प्रिंग्सच्या लवचिकतेचे उल्लंघन.
Pressure कमी दबाव सूचक: - झडप जागा मऊ आहेत;
- मऊ किंवा तुटलेली झडप वसंत;
- वाल्व्ह आउट केले;
- बर्न किंवा फाटलेला सिलेंडर हेड गॅसकेट
- अस्थिर थर्मल अंतर
Pressure उच्च दबाव सूचक. - डोके उंची कमी;
वेळ निदान पद्धती:
The कॉम्प्रेशन स्ट्रोकच्या शेवटी सिलेंडरमधील दाबांचे मापन. मापन दरम्यान, खालील अटी पूर्ण केल्या पाहिजेत: ज्वलन इंजिन ऑपरेटिंग तापमानात गरम केले जाणे आवश्यक आहे; स्पार्क प्लग काढणे आवश्यक आहे; इंडक्शन कॉइलची मध्यवर्ती केबल तेलाची असणे आवश्यक आहे आणि थ्रॉटल आणि एअर वाल्व्ह उघडावे. मापन कॉम्प्रेसर वापरुन केले जाते. वैयक्तिक सिलेंडर्समधील दबाव फरक 5% पेक्षा जास्त नसावा.
4.2.२. टायमिंग बेल्टमध्ये थर्मल क्लीयरन्स समायोजित करणे:
थर्मल अंतर तपासणे आणि समायोजित करणे इंजिनच्या ऑपरेशनच्या क्रमाशी संबंधित अनुक्रमात प्रेशर गेज प्लेट्सचा वापर करून प्रथम सिलिंडरपासून प्रारंभ केले जाते. सामान्य अंतरानुसार जाडी गेज मुक्तपणे उत्तीर्ण झाल्यास अंतर योग्यरित्या समायोजित केले जाते. क्लीयरन्स समायोजित करताना, स्क्रू ड्रायव्हरसह समायोजित स्क्रू दाबून ठेवा, जाम नट सैल करा, झडप स्टेम आणि कपलिंग दरम्यान क्लीयरन्स प्लेट ठेवा आणि आवश्यक मंजूरी सेट करण्यासाठी समायोजित स्क्रू फिरवा. मग लॉक नट घट्ट केला जातो.

4.3. झडप गट दुरुस्ती:
• वाल्व दुरुस्ती - मुख्य दोष म्हणजे शंकूच्या आकाराच्या कार्यरत पृष्ठभागाची पोकळी आणि जळणे, स्टेमची झीज आणि क्रॅक दिसणे. डोके जळत असल्यास किंवा क्रॅक दिसल्यास, वाल्व टाकून दिले जातात. बेंट व्हॉल्व्हचे दांडे हाताच्या दाबावर साधन वापरून सरळ केले जातात. खराब झालेले झडप स्टेम क्रॉनायझेशन किंवा इस्त्रीद्वारे दुरुस्त केले जातात आणि नंतर नाममात्र किंवा मोठ्या आकाराच्या दुरुस्तीच्या आकारात ग्राउंड केले जातात. व्हॉल्व्ह हेडची जीर्ण कार्यरत पृष्ठभाग दुरुस्तीच्या आकारात ग्राउंड आहे. वाल्व्ह अपघर्षक पेस्टसह सीटवर लॅप केले जातात. हिंगेड व्हॉल्व्हवर रॉकेल ओतून ग्राइंडिंगची अचूकता तपासली जाते, जर ते गळत नसेल तर 4-5 मिनिटे पीसणे चांगले आहे. वाल्व स्प्रिंग्स पुनर्संचयित केले जात नाहीत, परंतु नवीनसह बदलले आहेत.
प्रश्न आणि उत्तरे:
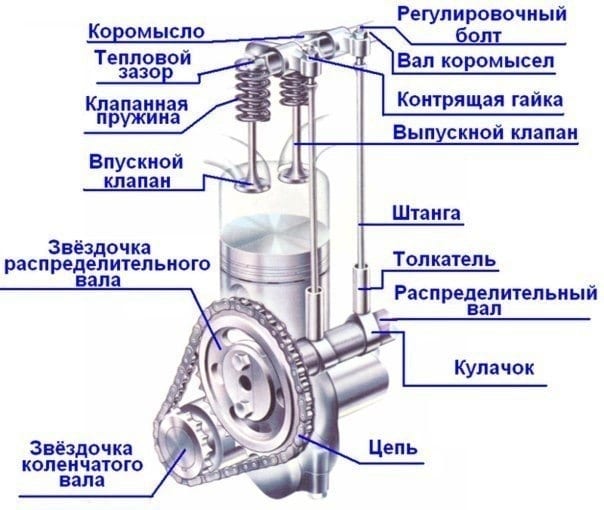
गॅस वितरण यंत्रणेमध्ये काय समाविष्ट आहे? हे सिलेंडर हेडमध्ये स्थित आहे. त्याच्या डिझाइनमध्ये हे समाविष्ट आहे: कॅमशाफ्ट बेड, कॅमशाफ्ट, व्हॉल्व्ह, रॉकर आर्म्स, पुशर्स, हायड्रॉलिक लिफ्टर्स आणि काही मॉडेल्समध्ये, फेज शिफ्टर.
Дइंजिनची वेळ काय आहे? ही यंत्रणा हवा-इंधन मिश्रणाच्या ताज्या भागाचा वेळेवर पुरवठा आणि एक्झॉस्ट वायू काढून टाकणे सुनिश्चित करते. बदलानुसार, ते वाल्वच्या वेळेची वेळ बदलू शकते.
गॅस वितरण यंत्रणा कोठे आहे? आधुनिक अंतर्गत ज्वलन इंजिनमध्ये, गॅस वितरण यंत्रणा सिलेंडर हेडमधील सिलेंडर ब्लॉकच्या वर स्थित आहे.
