ອັດຕາສ່ວນການບີບອັດຂອງເຄື່ອງຈັກເຜົາໃຫມ້ພາຍໃນແມ່ນຫຍັງ
ຫນຶ່ງໃນລັກສະນະການອອກແບບທີ່ສໍາຄັນຂອງເຄື່ອງຈັກໃນການເຜົາໃຫມ້ພາຍໃນ piston ແມ່ນອັດຕາສ່ວນການບີບອັດ. ພາລາມິເຕີນີ້ມີຜົນກະທົບຕໍ່ພະລັງງານຂອງເຄື່ອງຈັກໃນການເຜົາໃຫມ້ພາຍໃນ, ປະສິດທິພາບຂອງມັນ, ແລະຍັງມີການບໍລິໂພກນໍ້າມັນ. ໃນຂະນະດຽວກັນ, ປະຊາຊົນຈໍານວນຫນ້ອຍທີ່ມີຄວາມຄິດທີ່ແທ້ຈິງຂອງສິ່ງທີ່ຫມາຍເຖິງການບີບອັດໃນລະດັບ. ຫຼາຍຄົນຄິດວ່ານີ້ແມ່ນພຽງແຕ່ຄໍາສັບຄ້າຍຄືສໍາລັບການບີບອັດ. ເຖິງແມ່ນວ່າອັນສຸດທ້າຍແມ່ນກ່ຽວຂ້ອງກັບລະດັບຂອງການບີບອັດ, ຢ່າງໃດກໍຕາມ, ເຫຼົ່ານີ້ແມ່ນສິ່ງທີ່ແຕກຕ່າງກັນຫມົດ.
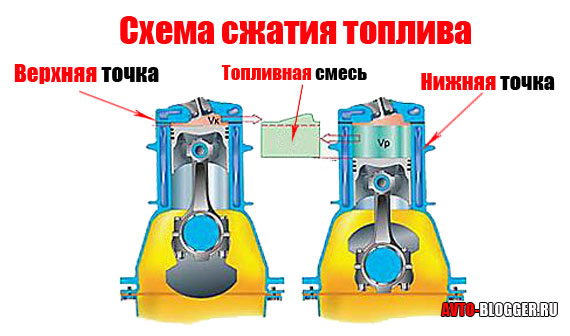
ເພື່ອເຂົ້າໃຈຄໍາສັບ, ທ່ານຈໍາເປັນຕ້ອງເຂົ້າໃຈວິທີການຈັດລຽງກະບອກສູບຂອງຫນ່ວຍພະລັງງານ, ແລະເຂົ້າໃຈຫຼັກການຂອງການດໍາເນີນງານຂອງເຄື່ອງຈັກໃນການເຜົາໃຫມ້ພາຍໃນ. ທາດປະສົມທີ່ເຜົາໄໝ້ໄດ້ແມ່ນຖືກສີດເຂົ້າໄປໃນກະບອກສູບ, ຫຼັງຈາກນັ້ນມັນຖືກບີບອັດໂດຍລູກສູບເຄື່ອນທີ່ຈາກສູນກາງຕາຍລຸ່ມ (BDC) ໄປຫາສູນກາງຕາຍເທິງ (TDC). ທາດປະສົມທີ່ຖືກບີບອັດຢູ່ໃນບາງຈຸດຢູ່ໃກ້ກັບ TDC ເຮັດໃຫ້ເກີດໄຟໄຫມ້ແລະເຜົາໄຫມ້ອອກ. ອາຍແກັສທີ່ຂະຫຍາຍອອກປະຕິບັດວຽກງານກົນຈັກ, ຊຸກຍູ້ piston ໃນທິດທາງກົງກັນຂ້າມ - ກັບ BDC. ເຊື່ອມຕໍ່ກັບລູກສູບ, rod ເຊື່ອມຕໍ່ເຮັດຫນ້າທີ່ crankshaft, ເຮັດໃຫ້ມັນຫມຸນ.
ພື້ນທີ່ທີ່ຖືກຜູກມັດໂດຍຝາພາຍໃນຂອງກະບອກສູບຈາກ BDC ຫາ TDC ແມ່ນປະລິມານການເຮັດວຽກຂອງກະບອກສູບ. ສູດຄະນິດສາດສໍາລັບການຍ້າຍຂອງຫນຶ່ງກະບອກແມ່ນດັ່ງຕໍ່ໄປນີ້:
Vₐ = πr²s
ບ່ອນທີ່ r ແມ່ນລັດສະໝີຂອງພາກສ່ວນພາຍໃນຂອງກະບອກສູບ;
s ແມ່ນໄລຍະຫ່າງຈາກ TDC ກັບ BDC (ຄວາມຍາວຂອງເສັ້ນເລືອດຕັນໃນ piston).
ເມື່ອລູກສູບໄປຮອດ TDC, ຍັງມີຊ່ອງຫວ່າງຢູ່ເໜືອມັນ. ນີ້ແມ່ນຫ້ອງເຜົາໃຫມ້. ຮູບຮ່າງຂອງສ່ວນເທິງຂອງກະບອກແມ່ນສະລັບສັບຊ້ອນແລະຂຶ້ນກັບການອອກແບບສະເພາະ. ດັ່ງນັ້ນ, ມັນເປັນໄປບໍ່ໄດ້ທີ່ຈະສະແດງປະລິມານVₑຂອງຫ້ອງເຜົາໃຫມ້ດ້ວຍສູດໃດນຶ່ງ.
ແນ່ນອນ, ປະລິມານທັງຫມົດຂອງກະບອກ Vₒ ເທົ່າກັບຜົນລວມຂອງປະລິມານການເຮັດວຽກແລະປະລິມານຂອງຫ້ອງເຜົາໃຫມ້:
Vₒ = Vₐ+Vₑ

ແລະອັດຕາສ່ວນການບີບອັດແມ່ນອັດຕາສ່ວນຂອງປະລິມານທັງຫມົດຂອງກະບອກສູບກັບປະລິມານຂອງຫ້ອງເຜົາໃຫມ້:
ε = (Vₐ+Vₑ)/Vₑ
ມູນຄ່ານີ້ແມ່ນບໍ່ມີຂະຫນາດ, ແລະໃນຄວາມເປັນຈິງມັນມີລັກສະນະການປ່ຽນແປງຂອງຄວາມກົດດັນຈາກປັດຈຸບັນທີ່ປະສົມເຂົ້າໄປໃນກະບອກສູບຈົນກ່ວາປັດຈຸບັນຂອງການລະເບີດ.
ມັນສາມາດເຫັນໄດ້ຈາກສູດວ່າມັນເປັນໄປໄດ້ທີ່ຈະເພີ່ມອັດຕາສ່ວນການບີບອັດໂດຍການເພີ່ມປະລິມານການເຮັດວຽກຂອງກະບອກສູບ, ຫຼືໂດຍການຫຼຸດຜ່ອນປະລິມານຂອງຫ້ອງເຜົາໃຫມ້.
ສໍາລັບເຄື່ອງຈັກການເຜົາໃຫມ້ພາຍໃນຕ່າງໆ, ພາລາມິເຕີນີ້ອາດຈະແຕກຕ່າງກັນແລະຖືກກໍານົດໂດຍປະເພດຂອງຫນ່ວຍງານແລະລັກສະນະຂອງການອອກແບບຂອງມັນ. ອັດຕາສ່ວນການບີບອັດຂອງເຄື່ອງຈັກໃນການເຜົາໃຫມ້ພາຍໃນຂອງນໍ້າມັນເຊື້ອໄຟທີ່ທັນສະໄຫມແມ່ນຢູ່ໃນລະດັບຈາກ 8 ຫາ 12, ໃນບາງກໍລະນີມັນສາມາດບັນລຸເຖິງ 13 ... 14. ສໍາລັບເຄື່ອງຈັກກາຊວນ, ມັນສູງກວ່າແລະບັນລຸ 14 ... 18, ນີ້ແມ່ນເນື່ອງມາຈາກ peculiarities ຂອງຂະບວນການ ignition ຂອງປະສົມກາຊວນ.
ແລະສໍາລັບການບີບອັດ, ນີ້ແມ່ນຄວາມກົດດັນສູງສຸດທີ່ເກີດຂື້ນໃນກະບອກສູບຍ້ອນວ່າລູກສູບເຄື່ອນຍ້າຍຈາກ BDC ໄປ TDC. ຫນ່ວຍ SI ສາກົນສໍາລັບຄວາມກົດດັນແມ່ນ pascal (Pa / Pa). ຫນ່ວຍວັດແທກເຊັ່ນແຖບ (ແຖບ) ແລະບັນຍາກາດ (at / at) ຍັງຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງ. ອັດຕາສ່ວນຫົວໜ່ວຍແມ່ນ:
1 at = 0,98 bar;
1 ແທ່ງ = 100 Pa
ນອກເຫນືອໄປຈາກລະດັບຂອງການບີບອັດ, ອົງປະກອບຂອງປະສົມທີ່ເຜົາໃຫມ້ແລະສະພາບດ້ານວິຊາການຂອງເຄື່ອງຈັກໃນການເຜົາໃຫມ້ພາຍໃນ, ໂດຍສະເພາະແມ່ນລະດັບຂອງການສວມໃສ່ຂອງພາກສ່ວນຂອງກຸ່ມກະບອກສູບ - ລູກສູບ, ມີຜົນກະທົບຕໍ່ການບີບອັດ.
ດ້ວຍການເພີ່ມຂື້ນຂອງອັດຕາສ່ວນການບີບອັດ, ຄວາມກົດດັນຂອງທາດອາຍຜິດໃນ piston ເພີ່ມຂຶ້ນ, ຊຶ່ງຫມາຍຄວາມວ່າ, ໃນທີ່ສຸດ, ພະລັງງານເພີ່ມຂຶ້ນແລະປະສິດທິພາບຂອງເຄື່ອງຈັກໃນການເຜົາໃຫມ້ພາຍໃນເພີ່ມຂຶ້ນ. ການເຜົາໃຫມ້ຂອງປະສົມທີ່ສົມບູນຫຼາຍຂື້ນເຮັດໃຫ້ການປະຕິບັດດ້ານສິ່ງແວດລ້ອມປັບປຸງແລະປະກອບສ່ວນໃນການບໍລິໂພກນໍ້າມັນທີ່ປະຫຍັດຫຼາຍຂຶ້ນ.
ຢ່າງໃດກໍ່ຕາມ, ຄວາມເປັນໄປໄດ້ຂອງການເພີ່ມອັດຕາສ່ວນການບີບອັດແມ່ນຖືກຈໍາກັດໂດຍຄວາມສ່ຽງຂອງການລະເບີດ. ໃນຂະບວນການນີ້, ປະສົມນໍ້າມັນເຊື້ອໄຟບໍ່ໄດ້ເຜົາໄຫມ້, ແຕ່ລະເບີດ. ການເຮັດວຽກທີ່ເປັນປະໂຫຍດບໍ່ໄດ້ເຮັດ, ແຕ່ pistons, cylinders ແລະພາກສ່ວນຂອງກົນໄກ crank ປະສົບຜົນກະທົບທີ່ຮ້າຍແຮງ, ນໍາໄປສູ່ການສວມໃສ່ຢ່າງໄວວາຂອງເຂົາເຈົ້າ. ອຸນຫະພູມສູງໃນລະຫວ່າງການລະເບີດສາມາດເຮັດໃຫ້ເກີດການເຜົາໄຫມ້ຂອງປ່ຽງແລະຫນ້າວຽກຂອງລູກສູບ. ໃນລະດັບໃດຫນຶ່ງ, ນໍ້າມັນແອັດຊັງທີ່ມີລະດັບ octane ສູງກວ່າຈະຊ່ວຍຮັບມືກັບການລະເບີດ.
ໃນເຄື່ອງຈັກກາຊວນ, ການລະເບີດກໍ່ເປັນໄປໄດ້, ແຕ່ມັນມີສາເຫດມາຈາກການປັບສີດທີ່ບໍ່ຖືກຕ້ອງ, ຂີ້ຕົມຢູ່ດ້ານໃນຂອງກະບອກສູບ, ແລະເຫດຜົນອື່ນໆທີ່ບໍ່ກ່ຽວຂ້ອງກັບອັດຕາສ່ວນການບີບອັດທີ່ເພີ່ມຂຶ້ນ.
ມັນເປັນໄປໄດ້ທີ່ຈະບັງຄັບຫນ່ວຍງານທີ່ມີຢູ່ແລ້ວໂດຍການເພີ່ມປະລິມານການເຮັດວຽກຂອງກະບອກສູບຫຼືອັດຕາສ່ວນການບີບອັດ. ແຕ່ໃນທີ່ນີ້ມັນເປັນສິ່ງສໍາຄັນທີ່ຈະບໍ່ overdo ມັນແລະລະມັດລະວັງການຄິດໄລ່ທຸກສິ່ງທຸກຢ່າງກ່ອນທີ່ຈະ headlong rushing ເຂົ້າໄປໃນຮົບ. ຄວາມຜິດພາດສາມາດນໍາໄປສູ່ຄວາມບໍ່ສົມດຸນດັ່ງກ່າວໃນການດໍາເນີນງານຂອງຫນ່ວຍງານແລະການລະເບີດທີ່ທັງສອງນໍ້າມັນອາຍແກັສອອກຕິນສູງຫຼືການປັບເວລາການເຜົາໄຫມ້ຈະຊ່ວຍໄດ້.
ບໍ່ຄ່ອຍມີຈຸດໃດໃນການບັງຄັບເຄື່ອງຈັກທີ່ໃນເບື້ອງຕົ້ນມີອັດຕາສ່ວນການບີບອັດສູງ. ຄ່າໃຊ້ຈ່າຍຂອງຄວາມພະຍາຍາມແລະເງິນຈະຂ້ອນຂ້າງໃຫຍ່, ແລະການເພີ່ມຂື້ນຂອງພະລັງງານມີແນວໂນ້ມທີ່ຈະບໍ່ສໍາຄັນ.
ເປົ້າຫມາຍທີ່ຕ້ອງການສາມາດບັນລຸໄດ້ສອງວິທີ - ໂດຍການເຈາະທໍ່, ເຊິ່ງຈະເຮັດໃຫ້ປະລິມານການເຮັດວຽກຂອງເຄື່ອງຈັກໃນການເຜົາໃຫມ້ພາຍໃນມີຂະຫນາດໃຫຍ່, ຫຼືໂດຍການຂັດພື້ນຜິວຕ່ໍາ (ຫົວກະບອກສູບ).
ເຈາະກະບອກເຈາະ
ເວລາທີ່ດີທີ່ສຸດສໍາລັບການນີ້ແມ່ນເວລາທີ່ທ່ານຕ້ອງເຈາະກະບອກ.
ກ່ອນທີ່ຈະດໍາເນີນການນີ້, ທ່ານຈໍາເປັນຕ້ອງເລືອກ pistons ແລະວົງສໍາລັບຂະຫນາດໃຫມ່. ມັນອາດຈະບໍ່ຍາກທີ່ຈະຊອກຫາຊິ້ນສ່ວນສໍາລັບຂະຫນາດການສ້ອມແປງສໍາລັບເຄື່ອງຈັກການເຜົາໃຫມ້ພາຍໃນນີ້, ແຕ່ນີ້ຈະບໍ່ເຮັດໃຫ້ປະລິມານການເຮັດວຽກແລະພະລັງງານຂອງເຄື່ອງຈັກເພີ່ມຂຶ້ນຢ່າງຫຼວງຫຼາຍ, ເພາະວ່າຄວາມແຕກຕ່າງຂອງຂະຫນາດແມ່ນຫນ້ອຍຫຼາຍ. ມັນດີກວ່າທີ່ຈະຊອກຫາ pistons ເສັ້ນຜ່າກາງຂະຫນາດໃຫຍ່ແລະແຫວນສໍາລັບຫນ່ວຍອື່ນໆ.
ທ່ານບໍ່ຄວນພະຍາຍາມເຈາະທໍ່ດ້ວຍຕົວເອງ, ເພາະວ່ານີ້ບໍ່ພຽງແຕ່ຕ້ອງການທັກສະ, ແຕ່ຍັງອຸປະກອນພິເສດ.
ຂັ້ນສຸດທ້າຍຂອງຫົວກະບອກ
Milling ດ້ານລຸ່ມຂອງຫົວກະບອກຈະຫຼຸດຜ່ອນຄວາມຍາວຂອງກະບອກ. ຫ້ອງການເຜົາໃຫມ້, ບາງສ່ວນຫຼືຢ່າງສົມບູນຕັ້ງຢູ່ໃນຫົວ, ຈະກາຍເປັນສັ້ນ, ຊຶ່ງຫມາຍຄວາມວ່າອັດຕາສ່ວນການບີບອັດຈະເພີ່ມຂຶ້ນ.
ສໍາລັບການຄິດໄລ່ໂດຍປະມານ, ມັນສາມາດສົມມຸດວ່າການເອົາຊັ້ນຂອງຫນຶ່ງສ່ວນສີ່ຂອງ millimeter ຈະຊ່ວຍເພີ່ມອັດຕາສ່ວນການບີບອັດປະມານຫນຶ່ງສ່ວນສິບ. ການຕັ້ງຄ່າລະອຽດຈະໃຫ້ຜົນຄືກັນ. ນອກນັ້ນທ່ານຍັງສາມາດສົມທົບຫນຶ່ງກັບອື່ນໆ.
ຢ່າລືມວ່າການສຸດທ້າຍຂອງຫົວຮຽກຮ້ອງໃຫ້ມີການຄິດໄລ່ທີ່ຖືກຕ້ອງ. ນີ້ຈະຫຼີກເວັ້ນອັດຕາສ່ວນການບີບອັດຫຼາຍເກີນໄປແລະການລະເບີດທີ່ບໍ່ສາມາດຄວບຄຸມໄດ້.
ການບັງຄັບໃຫ້ເຄື່ອງຈັກເຜົາໃຫມ້ພາຍໃນດ້ວຍວິທີນີ້ແມ່ນ fraught ກັບບັນຫາທີ່ອາດເກີດຂຶ້ນອີກ - ສັ້ນກະບອກເພີ່ມຄວາມສ່ຽງທີ່ pistons ຈະຕອບສະຫນອງປ່ຽງໄດ້.
ໃນບັນດາສິ່ງອື່ນໆ, ມັນຍັງມີຄວາມຈໍາເປັນທີ່ຈະປັບເວລາຂອງປ່ຽງຄືນໃຫມ່.
ການວັດແທກປະລິມານຂອງຫ້ອງປະສົມ
ເພື່ອຄິດໄລ່ອັດຕາສ່ວນການບີບອັດ, ທ່ານຈໍາເປັນຕ້ອງຮູ້ປະລິມານຂອງຫ້ອງເຜົາໃຫມ້. ຮູບຮ່າງພາຍໃນທີ່ສັບສົນເຮັດໃຫ້ມັນເປັນໄປບໍ່ໄດ້ທີ່ຈະຄິດໄລ່ປະລິມານຂອງມັນໃນທາງຄະນິດສາດ. ແຕ່ມີວິທີທີ່ງ່າຍດາຍພໍທີ່ຈະວັດແທກມັນ. ເພື່ອເຮັດສິ່ງນີ້, piston ຕ້ອງຖືກຕັ້ງໄວ້ສູນກາງຕາຍແລະ, ການນໍາໃຊ້ syringe ທີ່ມີປະລິມານປະມານ 20 cm³, ຖອກນ້ໍາຫຼືຂອງແຫຼວທີ່ເຫມາະສົມອື່ນໆໂດຍຜ່ານຮູສຽບຫົວໄຟຈົນກ່ວາເຕັມ. ນັບຈໍານວນ cubes ທີ່ທ່ານ poured. ນີ້ຈະເປັນປະລິມານຂອງຫ້ອງການເຜົາໃຫມ້.
ປະລິມານການເຮັດວຽກຂອງກະບອກສູບຫນຶ່ງແມ່ນຖືກກໍານົດໂດຍການແບ່ງປະລິມານຂອງເຄື່ອງຈັກໃນການເຜົາໃຫມ້ພາຍໃນໂດຍຈໍານວນຂອງກະບອກສູບ. ໂດຍຮູ້ຄ່າທັງສອງ, ທ່ານສາມາດຄິດໄລ່ອັດຕາສ່ວນການບີບອັດໂດຍໃຊ້ສູດຂ້າງເທິງ.
ການດໍາເນີນງານດັ່ງກ່າວອາດຈະມີຄວາມຈໍາເປັນ, ສໍາລັບການຍົກຕົວຢ່າງ, ເພື່ອປ່ຽນເປັນນໍ້າມັນແອັດຊັງລາຄາຖືກກວ່າ. ຫຼືທ່ານຕ້ອງການ rollback ໃນກໍລະນີຂອງການບັງຄັບເຄື່ອງຈັກບໍ່ສໍາເລັດ. ຫຼັງຈາກນັ້ນ, ເພື່ອກັບຄືນສູ່ຕໍາແຫນ່ງເດີມ, ທໍ່ຫົວກະບອກທີ່ຫນາແຫນ້ນຫຼືຫົວໃຫມ່ແມ່ນຕ້ອງການ. ໃນຖານະເປັນທາງເລືອກ, ການນໍາໃຊ້ສອງ spacers ປະຊຸມສະໄຫມ, ລະຫວ່າງທີ່ສາມາດໃສ່ແຜ່ນອະລູມິນຽມໄດ້. ດັ່ງນັ້ນ, ຫ້ອງການເຜົາໃຫມ້ຈະເພີ່ມຂຶ້ນ, ແລະອັດຕາສ່ວນການບີບອັດຈະຫຼຸດລົງ.
ອີກວິທີຫນຶ່ງແມ່ນການເອົາຊັ້ນຂອງໂລຫະອອກຈາກພື້ນຜິວທີ່ເຮັດວຽກຂອງ pistons. ແຕ່ວິທີການດັ່ງກ່າວຈະມີບັນຫາຖ້າຫາກວ່າພື້ນຜິວທີ່ເຮັດວຽກ (ລຸ່ມ) ມີຮູບຮ່າງ convex ຫຼື concave. ຮູບຮ່າງທີ່ສັບສົນຂອງເຮືອນຍອດ piston ມັກຈະຖືກສ້າງຂື້ນເພື່ອເພີ່ມປະສິດທິພາບຂະບວນການເຜົາໃຫມ້ຂອງປະສົມ.
ໃນ ICEs carburetor ເກົ່າ, ການ deforcing ບໍ່ເຮັດໃຫ້ເກີດບັນຫາ. ແຕ່ການຄວບຄຸມເອເລັກໂຕຣນິກຂອງເຄື່ອງຈັກການເຜົາໃຫມ້ພາຍໃນສີດທີ່ທັນສະໄຫມຫຼັງຈາກຂັ້ນຕອນດັ່ງກ່າວອາດຈະຜິດພາດໃນການປັບເວລາການເຜົາໄຫມ້, ແລະຫຼັງຈາກນັ້ນການລະເບີດອາດຈະເກີດຂື້ນໃນເວລາທີ່ໃຊ້ນໍ້າມັນແອັດຊັງຕ່ໍາ.