
Bojenje, antikorozivna i optička obrada karoserija automobila
Sadržaj
- Slikanje nakon renoviranja
- Brušenje
- čišćenje
- Zaptivanje
- Uzroci i prevencija nedostataka popunjavanja
- performanse
- Kamuflaža
- Crtanje
- Uzroci i sprječavanje nedostataka pri nanošenju prajmera prema acc. boje
- Uzroci i prevencija braka sa dvoslojnim i troslojnim slikanjem
- Vrste boja
- Bojenje u spreju
- Popravak karoserije
 Slikanje automobila ima dvije glavne funkcije. S operativnog gledišta, zaštita je važnija kada boja štiti površinu tijela od nepovoljnih vanjskih utjecaja (agresivne tvari, voda, udarci kamenja ...). Međutim, za mnoge vozače estetski dojam boje je važniji, pa je boja vozila jedan od važnih kriterija pri odabiru.
Slikanje automobila ima dvije glavne funkcije. S operativnog gledišta, zaštita je važnija kada boja štiti površinu tijela od nepovoljnih vanjskih utjecaja (agresivne tvari, voda, udarci kamenja ...). Međutim, za mnoge vozače estetski dojam boje je važniji, pa je boja vozila jedan od važnih kriterija pri odabiru.
Lakiranje kao površinska obrada potječe iz Kine i doseglo je vrhunac u istočnoj Aziji. Konjska zaprega bila je ključna u proširenju prostora lakirnice na vozila. U to vrijeme (18. stoljeće) smatralo se javnim prijevozom, koji je kasnije prošao različite faze razvoja. Dugo je to bila osnova prvih automobila. Do dvadesetog vijeka nove ere, okviri karoserije automobila bili su izrađeni od drvenog okvira koji je bio prekriven sintetičkom kožom. Samo su hauba i branici bili od lima koje je trebalo ofarbati.
Ranije su automobili ručno slikani četkom, što je zahtijevalo vrijeme i kvalitetu slikarevog rada. Ručno slikanje se već dugo izvodi u proizvodnji karoserija automobila na pokretnoj traci. Savremene tehnike lakiranja i novi materijali pomogli su u povećanju automatizacije, posebno u industrijskom, serijskom lakiranju. Osnovna izmjena izvedena je u uronjenoj kadi, nakon čega su uslijedile pojedinačne operacije prskanja pomoću robota sa hidrauličkim upravljanjem.
Prelazak na metalne trupe pokazao je još jednu prednost u farbanju - značajno je smanjeno vrijeme obrade i sušenja. Promijenjena je i tehnika slikanja. Počeli su ga farbati nitro-lakom, što je povećalo broj proizvedenih dijelova. Iako je lak od sintetičke smole izumljen 30-ih, upotreba nitro laka u tvornicama i radionicama nastavljena je do 40-ih. Međutim, oba oblika postepeno su potisnuta u drugi plan novom tehnikom - pucanjem.
Glavni zadatak ručnog slikanja automobila je popravak, u manjoj mjeri novo lakiranje, kao i posebno bojenje i označavanje. Vješto majstorstvo mora ići u korak s tehničkim napretkom u proizvodnji automobila, posebno s promjenama u materijalima karoserije (više plastike, aluminija, različitih oblika, pocinčanog lima) ili promjenama u boji (nove boje, materijali na bazi vode) i srodnim razvojima u području popravaka i slikarskih metoda.
Slikanje nakon renoviranja
U ovom članku ćemo se više fokusirati na farbanje već obojenih površina, tj. bez farbanja novih dijelova, prema. karoserije automobila. Farbanje novih dijelova je know-how svakog proizvođača vozila, te se može reći da je proces farbanja kao takav u velikoj mjeri identičan, osim početnih koraka koji se odnose na zaštitu "sirovog" lima od korozije, kao što je natapanje karoserije. u rastvoru cinka.
Krajnji korisnici vozila bolje razumiju tehnike bojenja nakon popravka oštećenog ili zamijenjenog dijela. Kada bojite automobil nakon popravke, imajte na umu da konačni izgled ovisi o brojnim faktorima. Ne samo od odabira kvalitete završnog premaza, već i od cijelog procesa, koji započinje pravilnom i temeljitom pripremom lima.
Slikarstvo, prema Pripremni radovi sastoje se od nekoliko faza:
- glačanje
- čišćenje
- zbijanje
- zastupanje,
- kamuflaža,
- lakiranje.
Brušenje
Posebnu pozornost treba posvetiti brušenju lima i pojedinih među slojeva, iako se ponekad čini da je to trivijalno ili čak manje djelovanje u kojem je potrebna samo ravna površina.
Prilikom brušenja uzmite u obzir sljedeće:
- Ispravan izbor brusnog papira ovisi o području brušenja, brusimo li stari / novi lim, čelični lim, aluminij, plastiku.
- Prilikom brušenja svakog sljedećeg sloja, veličina zrna brusnog papira trebala bi biti tri stepena finija od prethodnog.
- Da biste postigli pravilno brušenje, pričekajte da otapala potpuno ispari i film se osuši, inače će se materijal otkotrljati ispod papira.
- Nakon brušenja, površina mora biti potpuno očišćena, svi ostaci brušenja, soli i masnoća moraju biti uklonjeni. Ne dodirujte površinu golim rukama.

čišćenje
Prije slikanja prema acc. također prije ponovnog nanošenja brtvila, ili Važno je ukloniti sve zagađivače kao što su ostaci brušenja, ostaci soli iz vode i brusnog papira, višak brtvila u slučaju dodatnog brtvljenja ili zaštite, mast s ruku, svi ostaci (uključujući tragove) raznih silikonskih proizvoda , ako se koriste.
Stoga površina mora biti potpuno čista i suha, u protivnom se mogu pojaviti brojni nedostaci; kratera i širenja boje, kasnije i pucanja boje i mjehurića. Uklanjanje ovih nedostataka obično je nemoguće i zahtijeva potpuno brušenje i ponovno bojenje površine. Čišćenje se vrši sredstvom za čišćenje koje se, na primjer, nanosi na čistu suhu površinu. takođe papirni ubrus. Čišćenje se ponavlja nekoliko puta tokom pripreme premaza.
Zaptivanje
Zaptivanje je najčešća metoda za izravnavanje udubljenih i neispravnih dijelova vozila. Na slici ispod prikazan je spoj ravnala sa tijelom, koje se mora napuniti zaptivačem. Obično je olovkom označeno mjesto oko prepusta, gdje je potrebno nanijeti brtvilo za punjenje.

Git se nanosi na površinu klasičnom lopaticom na mjestu koje smo prethodno označili olovkom. Zaptivač se nanosi na goli metal, očišćen brušenjem, kako bi se osigurala dovoljna tvrdoća i čvrstoća, iako se moderna brtvila za lončenje moraju čvrsto lijepiti za bilo koju podlogu. Na sljedećoj slici površina je spremna za nanošenje punila. proces podnošenja tzv.

Uzroci i prevencija nedostataka popunjavanja
Tačke na gornjem sloju
 Uzroci:
Uzroci:
- previše učvršćivača u polietilenskom zaptivaču,
- nedovoljno miješan učvršćivač u polietilenskom brtvilu.
Ispravljanje nedostataka:
- pesak na ploču i ponovo zapečatiti.
Male rupe
 Uzroci:
Uzroci:
- nepravilno brtvljenje (prisutnost zraka ili previše debeli pojedinačni slojevi),
- podloga nije dovoljno suha,
- previše tanak sloj prajmera.
Prevencija defekata:
- lopatu morate pritisnuti nekoliko puta na ovom mjestu kako biste oslobodili zrak,
- ako brtvimo većom debljinom, potrebno je nanijeti nekoliko tankih slojeva,
- temeljne materijale dobro osušite.
Ispravljanje nedostataka:
- pesak na ploču i ponovo zapečatiti.
Ožiljci
 Uzroci:
Uzroci:
- brušenje brtvila neodgovarajućim (previše grubim) brusnim papirom,
- brušenje stare boje neodgovarajućim brusnim papirom.
Prevencija defekata:
- koristite brusni papir određene veličine zrna (hrapavost),
- Brusite velike utore finim brusnim papirom.
Ispravljanje nedostataka:
- pesak na ploču i ponovo zapečatiti.
performanse
Izlijevanje je važan radni proces prije nanošenja gornjeg premaza. Izazov je pokriti i nanijeti tanak sloj vrlo malih, ali vidljivih neravnina i ogrebotina, te pokriti i izolirati otisnuta područja.
Različite vrste punila koriste se u različite svrhe:
- 2K punilo na bazi poliuretana / akrilata,
- debeloslojna (kompaktna) punila,
- punila na bazi vode,
- punila mokra na mokro,
- punilo za toniranje,
- prozirna punila (Fillsealer).
Kamuflaža
Svi neobojeni dijelovi i površine vozila moraju biti prekriveni, uključujući ukrasne trake, koje se ne raspadaju ili raspadaju.
Uslovi:
- ljepljive i zaštitne trake moraju biti otporne na vlagu i istovremeno otporne na toplinu,
- papir mora biti nepropustan tako da tinta ne prodire kroz njega.

Crtanje
- Prije bojenja zagrijte vozilo na sobnu temperaturu (18˚C).
- Boja i prateće komponente (učvršćivač i razrjeđivač) također trebaju biti na sobnoj temperaturi.
- Tvrdoća vode za mljevenje treba biti što je moguće niža. Zaostala voda za mljevenje mora se pažljivo obrisati jer ostaci soli mogu uzrokovati stvaranje mjehurića na obojenoj površini.
- Komprimovani vazduh mora biti suv i čist. Odvajač vode se mora redovno prazniti.
- Ako nemamo kabinu za prskanje i bojimo u garaži, moramo biti posebno oprezni pri vlažnosti zraka (na primjer, ne zalijevati pod, a zatim radijatore uključiti maksimalno). Ako je vlaga previsoka, mjehurići se stvaraju u skladu s tim. stezaljke acc. matirajuća boja. Isto je i sa prašinom. Podovi moraju biti čisti i suhi, a protok zraka što je moguće manji.
- Kabine za bojenje i ormari za sušenje trebaju biti opremljeni dovodom svježeg zraka, filterima za prašinu i otvorima za paru kako bi se spriječilo razmazivanje boje ili nakupljanje prašine na boji.
- Sva brušena područja moraju biti ponovno zaštićena od korozije.
- Svako pakiranje sadrži upute za uporabu u obliku piktograma. Svi podaci su dati za primjenjenu temperaturu od 20 ° C. Ako je temperatura viša ili niža, rad se mora prilagoditi stvarnim uvjetima. Ovo je vrlo važno za vrijeme upotrebe i sušenje, koje se može skratiti na višim temperaturama. na nižoj temperaturi duljoj od propisane.
- Relativna vlažnost zraka je također vrlo važna, koja ne smije biti veća od 80%, jer to jako usporava sušenje, a može dovesti i do nepotpunog sušenja sloja boje. Tako će za PE brtvila doći do lijepljenja ili. začepljenje brusnim papirom, u 2K premazima, a zatim stvaranje mjehurića uslijed reakcije s vodom. Prilikom korištenja višekomponentnih premaza i korištenja cjelovitog sustava popravka, trebali bi se koristiti samo proizvodi jednog proizvođača i slijediti upute, jer je to jedini način za postizanje željenih performansi. U suprotnom, površina se može izgužvati. Ovaj nedostatak nije uzrokovan neodgovarajućom kvalitetom materijala, već činjenicom da su materijali u sistemu nekompatibilni. U nekim slučajevima bore se ne pojavljuju odmah, već tek nakon određenog vremena.
Uzroci i sprječavanje nedostataka pri nanošenju prajmera prema acc. boje
Formiranje mjehurića
 Uzroci:
Uzroci:
- prekratko vrijeme ventilacije između slojeva,
- previše debeli slojevi prajmera,
- ostaci vode nakon brušenja u uglovima, rubovima, zavojima,
- voda je preteška za mljevenje,
- kontaminirani komprimovani vazduh,
- kondenzacija zbog temperaturnih fluktuacija.
Prevencija defekata:
- vrijeme ventilacije između slojeva mora biti najmanje 10 minuta na 20 ° C,
- ne dopustite da se ostaci vode nakon brušenja osuše, moraju se obrisati,
- komprimovani vazduh mora biti suv i čist.
Ispravljanje nedostataka:
- pesak na ploču i ponovo nanijeti.
Loše, prema nedovoljno prianjanje na podlogu
 Uzroci:
Uzroci:
- loše pripremljena podloga, tragovi masti, otisci prstiju, prašina,
- razrjeđivanje materijala neprikladnim (neoriginalnim) razrjeđivačem.
Ispravka greške:
- dobro očistite površinu prije bojenja,
- upotreba propisanih razblaživača.
Ispravljanje nedostataka:
- pesak na ploču i ponovo nanijeti.
Rastvaranje podloge
 Uzroci:
Uzroci:
- neosušena, neočvrsnuta prethodna slika,
- slojevi stare boje su previše debeli.
Prevencija defekata:
- pridržavajte se propisanog vremena sušenja
- pridržavajte se propisane debljine premaza
Ispravljanje nedostataka:
- pesak na ploču i ponovo nanijeti
Uzroci i prevencija braka sa dvoslojnim i troslojnim slikanjem
Spotting
 Uzroci:
Uzroci:
- nezadovoljavajuća tehnika nanošenja (mlaznica, pritisak),
- prekratko vrijeme ventilacije,
- korišćenje pogrešnog razređivača,
- obojena površina nije na odgovarajućoj temperaturi (previše hladna, previše topla).
Prevencija defekata:
- primjenom propisane tehnike nanošenja,
- koristeći propisani razrjeđivač,
- osiguravajući odgovarajuću sobnu temperaturu i površinu za bojenje (18-20 ° C) i maksimalnu vlažnost od 40-60%.
Ispravljanje nedostataka:
- izbrusite do osnove i ponovo obojite.
Dripping
 Uzroci:
Uzroci:
- neprikladna viskoznost HYDRO baze,
- HYDRO Podloga previše debela,
- neodgovarajući pištolj za raspršivanje (mlaznica), pritisak,
- previše hladan materijal, preniska baza ili sobna temperatura,
- upotrebom pogrešnog razređivača.
Prevencija defekata:
- usklađenost sa tehničkim uputstvima za upotrebu,
- upotrebom odgovarajućeg pištolja za prskanje,
- predmet i materijal zagrijavaju na sobnu temperaturu + 20 ° C,
- koristeći propisani razblaživač.
Ispravljanje nedostataka:
- izbrusite do osnove i ponovo obojite.
Vrste boja
Neprozirne boje su primarne boje koje se koriste same ili pomiješane s drugim bojama za stvaranje novih nijansi ili kao temeljni premaz za posebne nijanse i efekte. Vrlo se često koriste s prozirnim bojama, koje neprozirnim bojama daju svijetlu nijansu u skladu s potrebama i idejama, bilo miješanjem ovih boja bilo nanošenjem prozirnih slojeva izravno na neprozirnu boju. Preporučeni promjer mlaznice pri upotrebi neprozirnih boja je 0,3 mm ili više. Ako su boje više razrijeđene, može se koristiti mlaznica od 0,2 mm.
Transparentne boje prozirne boje sa efektom polusjaja. Mogu se miješati s drugim vrstama boja ili nanositi direktno na druge vrste boja. Svestrani su i koriste se za postizanje velikog broja efekata. Miješanjem s drugim vrstama možete postići željenu nijansu. Na primjer. Miješanjem prozirnih boja sa aluminijumskom bojom postiže se metalizacija bilo koje nijanse. Za stvaranje sjajne boje sa šljokicama, prozirne boje i Hot Rod boje (spomenute u nastavku) se miješaju. Prozirne boje također mogu dodati blagu nijansu neprozirnim bojama, stvarajući novu nijansu po vašem ukusu. Boje se mogu miješati ili direktno zajedno ili nanijeti transparentno ili neprozirno. Preporučeni prečnik mlaznice kada koristite prozirne boje je 0,3 mm ili više. Ako su boje razrijeđenije, može se koristiti mlaznica promjera 0,2 mm.
Fluorescentne boje prozirne, neonske boje sa efektom polusjaja. Prskaju se na bijelu pozadinsku boju ili na svijetlu podlogu kreiranu neprozirnim ili prozirnim bojama. Fluorescentne boje su manje otporne na UV zračenje sunčeve svjetlosti od konvencionalnih boja. Stoga im je potreban lak sa UV zaštitom. Preporučeni prečnik mlaznice za fluorescentne boje je 0,5 mm ili više. Prečnik mlaznice 0,3 odn. Možete koristiti 0,2 mm ako su boje razrijeđenije.
Biserne boje mogu se koristiti samostalno za biserni shimmer efekt ili s drugim bojama. Miješanjem s prozirnim bojama možete stvoriti svjetlucave boje u vlastitoj nijansi. Koriste se i kao osnovni premazi za Candy boje, što rezultira briljantnom bisernom bojom u raznim nijansama. Za stvaranje sjajnog efekta, Candy boja se nanosi u dva do četiri sloja direktno na sedefastu boju. Preporučeni prečnik mlaznice za sedefaste boje je 0,5 mm ili više. Prečnik mlaznice 0,3 odn. Možete koristiti 0,2 mm ako su boje razrijeđenije.
Metallic koristi se samostalno ili u kombinaciji sa drugim bojama. Ove boje se najbolje ističu na tamnoj pozadini (crna je neprozirna boja). Mogu se koristiti i kao osnovni premaz za prozirne ili bombone boje za kreiranje prilagođenih metalik nijansi koje se stvaraju jednostavnim nanošenjem dva do četiri sloja prozirne/bombonske boje direktno na metalik. Preporučeni prečnik mlaznice za metalik boje je 0,5 mm ili više. Prečnik mlaznice 0,3 odn. Možete koristiti 0,2 mm ako su boje razrijeđenije.
Rainbow colors mogu se koristiti samostalno za stvaranje suptilnog efekta duge koji uzrokuje promjenu boje kada su izloženi svjetlu, ili kao osnova za druge vrste boja. Često se koriste kao temeljni premaz za čiste ili bombone boje, pomoću kojih mogu stvoriti vlastite nijanse boja duginog efekta (nanošenjem dva do četiri sloja prozirne/bombonske boje direktno na duginu boju). Preporučeni prečnik mlaznice za dugine boje je 0,5 mm ili više. Prečnik mlaznice 0,3 odn. Možete koristiti 0,2 mm ako su boje razrijeđenije.
Hi-Lite boje mogu se koristiti na bilo kojoj obojenoj podlozi kako bi se postigao prepoznatljiv učinak poboljšanja boje. Dizajnirani su za nanošenje u malim količinama u jednom do tri sloja. Efekat promjene boje manje je izražen u Hi-Lite bojama nego u smaragdnoj seriji. Boje Hi-Lite idealne su za stvaranje suptilnog efekta isticanja koji se najbolje vidi na dnevnom ili direktnom umjetnom svjetlu. Boje se mogu miješati direktno s prozirnim bojama. Kao rezultat toga, boja će se lako promijeniti. Prekomjerno miješanje boja izgubit će ovaj efekt, a boje će poprimiti mliječni pastelni efekt. Boje Hi-Lite jako se ističu na tamnoj pozadini, poput neprozirne crne. Preporučeni promjer mlaznice za Hi-Lite boje je 0,5 mm ili veći. Promjer mlaznice 0,3 odnosno Možete koristiti 0,2 mm ako su boje više razrijeđene.
Smaragdne boje To su boje sa posebnim pigmentom koji djeluje na osnovu kutova loma, što dovodi do snažne promjene nijanse boje. Smaragdne boje dramatično mijenjaju svoju boju ovisno o kutu osvjetljenja. Ove boje najbolje se ističu na tamnoj podlozi (neprozirna crna). Ova nijansa nastaje nanošenjem jednog do dva tanka sloja tamne osnovne boje, nakon čega slijede dva do četiri sloja smaragdne boje. Razrjeđivanje ovih boja se ne preporučuje, ali ako je potrebno, razrjeđivač se dodaje samo u malim dozama kako bi se izbjeglo prerijeđenje boje. Preporučeni promjer mlaznice za smaragdnu boju je 0,5 mm ili veći.
Boje štiha su boje sa posebnim pigmentom koji deluje na osnovu prelomnih uglova, što dovodi do jake promene nijanse boje. Prijelaz boja ovih boja je gladak i jasno vidljiv čak i pri slabom osvjetljenju, a efekat je još izraženiji na neravnim objektima sa oštrim naborima. Svijetle boje najbolje se ističu na tamnoj pozadini (crna boja pozadine). Željeni efekat se postiže nanošenjem jednog do dva tanka sloja crne osnovne boje sa dva do četiri sloja Flair boje. Razrjeđivanje ovih boja se ne preporučuje, ali dodajte razrjeđivač samo u malim količinama ako je potrebno kako biste izbjegli pretjerano razrjeđivanje boje. Preporučeni prečnik mlaznice za Emerald Paints je 0,5 mm ili veći.
Svjetlucave boje ovo su boje s blagim svjetlucanjem. Njihova veličina čestica manja je od boje Hot Rod boja. Ove boje su prozirne i izgledaju polu sjajno. Najbolje se ističu na tamnoj podlozi (crna boja pozadine). Nanošenjem jednog do dva tanka sloja crnog prajmera i dva do četiri sloja boje visokog sjaja postići ćete željeni efekat. Preporučeni promjer mlaznice za svjetlucave boje je 0,5 mm ili više. Promjer mlaznice 0,3 odnosno Možete koristiti 0,2 mm ako su boje više razrijeđene.
Kosmičke boje ovo su boje sa efektom fine zvezdane prašine. Njihova veličina čestica je manja od Hot Rod boja. Ove boje su prozirne sa polusjajnim izgledom. Najbolje se ističu na tamnoj pozadini (crna boja pozadine). Željeni efekat se postiže nanošenjem jednog do dva tanka sloja crne osnovne boje sa dva do četiri sloja Cosmic boje. Da bi se postigla sjajna boja, Cosmic boje se miješaju s jasnim ili bombonskim bojama. Za nijansiranje rezultirajuće boje potrebno je nanijeti dva do pet slojeva bilo koje prozirne boje na bazu Cosmic boje. Boje prostora se također mogu miješati jedna s drugom kako bi se postigao življi efekat boja. Također možete koristiti njihov svjetlucavi efekat i nanijeti na podlogu bilo koje neprozirne boje. Preporučeni prečnik mlaznice za Cosmic boje je 0,5 mm ili više. Prečnik mlaznice 0,3 odn. Možete koristiti 0,2 mm ako su boje razrijeđenije.
Hotrod boje oživljavaju takozvane "retro boje" 50-60 automobila. godine, stvarajući vrlo impresivan svjetlucavi efekat koji svijetli i blista na direktnom svjetlu. Ove boje najbolje se ističu na tamnoj podlozi (crna boja pozadine). Željeni efekat postiže se nanošenjem jednog do dva tanka sloja crne osnovne boje sa dva do četiri sloja Hot Rod boje. Da bi se postigao sjaj, Hot Rod boje treba izravno miješati s bistrim ili bombonskim bojama. Da biste dodirnuli nastalu boju, nanesite jedan do četiri sloja bilo koje bistre boje na podlogu Hot Rod. Hot Rod boje se takođe mogu mešati jedna s drugom radi živopisnijeg efekta boje. Preporučeni promjer mlaznice za Hot Rod boju je 0,5 mm ili veći. Promjer mlaznice 0,3 odnosno Možete koristiti 0,2 mm ako su boje više razrijeđene.
Boje bombona su koncentrirane boje visokog sjaja, koje čak i nakon potpunog sušenja izgledaju kao svježe poprskana boja (puni sjajni učinak pojavljuje se tek nakon nanošenja gornjeg sloja). Iako se boje slatkiša koriste kao osnova za temeljni premaz, po mnogo čemu se razlikuju od klasičnih osnovnih boja. Boje za bombone bez laka vrlo su osjetljive na oštećenja i ne smiju se direktno maskirati (moraju se potpuno osušiti i ofarbati prije maskiranja). Prilikom upotrebe Candy boja potrebno je nanijeti gornji sloj što je prije moguće jer štiti boju od naslaga prljavštine i otisaka prstiju, na koje je ova boja vrlo podložna. Prilikom prskanja velikih površina, preporučuje se miješanje Candy boja s prozirnom podlogom zbog njihove visoke koncentracije. Potrebno je da se boja potpuno osuši, na otvorenom može potrajati nekoliko sati. Preporučeni promjer mlaznice za Candy boje je 0,5 mm ili više. Prečnik mlaznice 0,3 odn. Ako su boje više razrijeđene, može se koristiti 0 mm.
Boja aluminijuma dostupna u tri različita razreda u zavisnosti od veličine zrna: fino, srednje, krupno. Vrlo je reflektirajući i namijenjen je uglavnom kao podloga za cvijeće bombona. Može se koristiti samostalno za stvaranje aluminijskog ili metalnog efekta, ili kao temeljni premaz za prozirne boje za stvaranje bilo koje nijanse s reflektirajućim efektom. Druga moguća primjena je prskanje različitih vrsta aluminijskih boja (fine, srednje, grube), a zatim nanošenje bilo koje Candy boje. Rezultat je sjajna boja s prijelazom između zrna aluminija različitih veličina. Aluminijska boja dobro prekriva i obično je jedan sloj dovoljan za cijelo farbanje. Preporučeni prečnik mlaznice za aluminijumske boje je 0,5 mm ili više. Prečnik mlaznice 0,3 odn. Možete koristiti 0,2 mm ako su boje razrijeđenije.
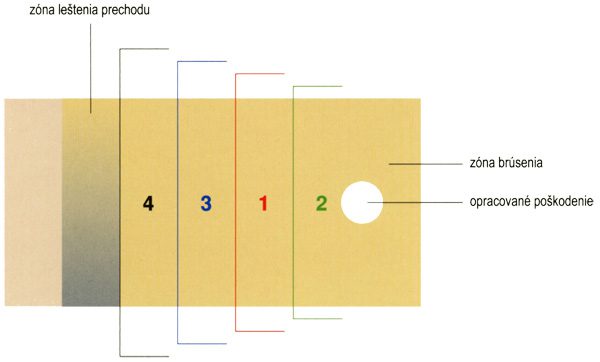
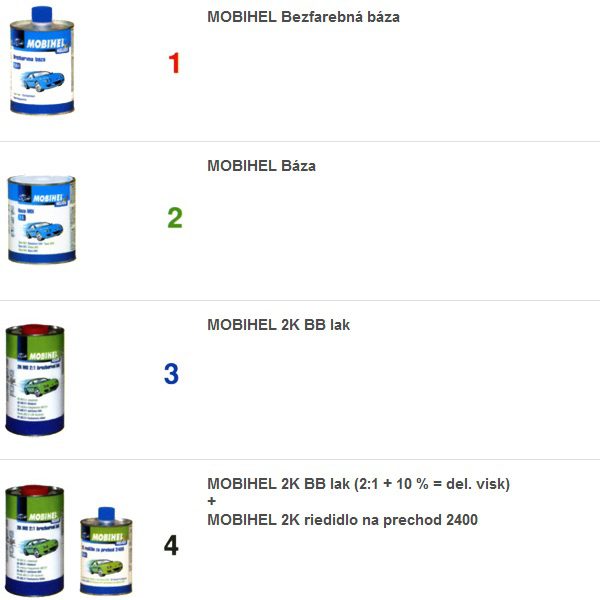
Bojenje u spreju
Trenutna brza vremena prisiljavaju vlasnike vozila da maksimalno iskoriste svoje motorne kolege i to na najbolji način. Takođe povećava pritisak na brzinu popravki, uključujući farbanje. Ako se radi o manjem oštećenju, koristi se za skraćivanje vremena i smanjenje troškova takozvanog djelomičnog popravka za farbanje - sprej. Na tržištu postoje specijalizovane kompanije koje su razvile sisteme koji vam omogućavaju da radite na ovaj način.
Prilikom bojanja baze suočeni smo s tri problema:
- Odstupanje nijanse nove baze u odnosu na originalni premaz - na njega utječu gotovo svi faktori: temperatura, viskoznost, pritisak, debljina sloja itd.
- Pojava svjetlije trake baze na dijelovima gdje prskamo (prah) i pokušavamo stvoriti sprej.
- Kombinacija nove bistre boje sa starom neoštećenom bojom.
Ovaj se problem obično može izbjeći slijeđenjem uputstava za pravilnu pripremu površine prije bojenja i korištenjem materijala koji su dizajnirani za takvo slikanje.
Šema boje u spreju
Popravak karoserije
Popravka karoserije PDR metodom (bez udubljenja za slikanje)
Pomoću PDR metode moguće je hladno poravnati dijelove karoserije od lima s manjim oštećenjima uzrokovanim, na primjer, šokom pri parkiranju, vratima drugog automobila, vandalizmom, gradom itd. PDR metoda nije razvijena samo za brzo i profesionalno popraviti ta oštećenja po niskim cijenama, ali prije svega za očuvanje izvorne boje i boje bez potrebe za brušenjem, brušenjem i prebojavanjem oštećenog područja.
Poreklo PDR metode datira iz 80 -ih godina, kada je tehničar iz Ferrarija oštetio vrata jednog od proizvedenih modela i nije imao potrebna sredstva za naknadne popravke. Stoga je pokušao vratiti vrata stisnuvši lim gvozdenom polugom. Zatim je ovu tehniku upotrijebio još nekoliko puta i tako je poboljšao do te mjere da je shvatio mogućnost spontanijeg, respektivno. raširenije su koristili ovu metodu i odlučili su otići u Sjedinjene Države i upotrijebiti ovu tehnologiju za zaradu, dok su je istovremeno patentirali. Tek se u sljedećih dvadeset godina ova metoda proširila na europski kontinent, gdje je, kao i u Americi, imala veliki uspjeh i postala još šire korištena.
Преимущества:
- Očuvanje originalne boje, bez kitova, aerosola i slično, veoma je važno, posebno za sve novije i novije automobile. Razlog je očigledan: u mnogim slučajevima moguće je zadržati originalnu farbu iz tvornice prije prskanja, što je od velike važnosti za nove, još neprodate automobile.
- Značajno smanjenje vremena popravka, u usporedbi s konvencionalnim farbanjem, ova metoda popravljanja izvodi se nekoliko puta brže.
- Smanjeni troškovi popravke – Manje vremena utrošenog na popravke i manje korištenih materijala smanjuju troškove popravke.
- Nakon popravke neće ostati tragovi - nakon završetka takvih popravki, površina dijela će biti kao nova.
- Ne koristi se brtvilo, pa je područje koje treba popraviti jednako otporno kao i drugi dijelovi na različita opterećenja, bez opasnosti od pucanja brtvila.
- Mogućnost popravke direktno kod kupca. Budući da popravak zahtijeva uglavnom vješte ruke mehaničara i nekoliko alata, oštećeno područje može se popraviti gotovo bilo gdje i u bilo koje vrijeme.
Postupak popravke
Postupak popravke temelji se na postupnom istiskivanju izlizanog lima iz unutrašnjosti karoserije bez oštećenja laka. Tehničar nadzire površinu karoserije automobila u svjetlu svjetla za pričvršćivanje. Površinske nepravilnosti iskrivljuju refleksiju svjetlosti, pa tehničar može odrediti tačnu lokaciju i stepen prelijevanja. Sam ispis se odvija postupno, zahtijeva vještinu i upotrebu posebnih alata i uređaja različitih oblika.


